Quick Answer: Can You Cut a Finished Neodymium Magnet?
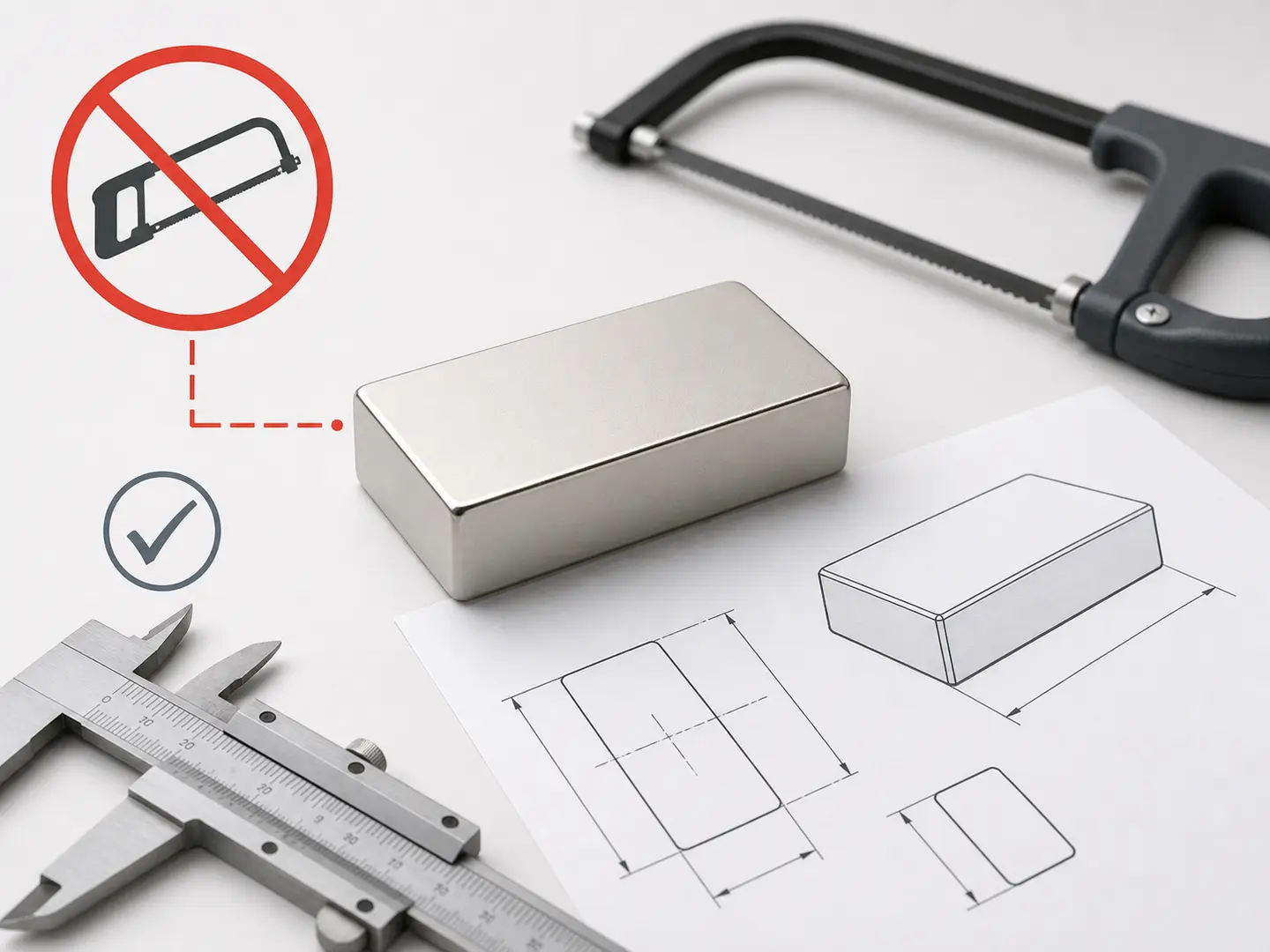
In most cases, you should not cut a finished neodymium magnet with ordinary workshop tools.
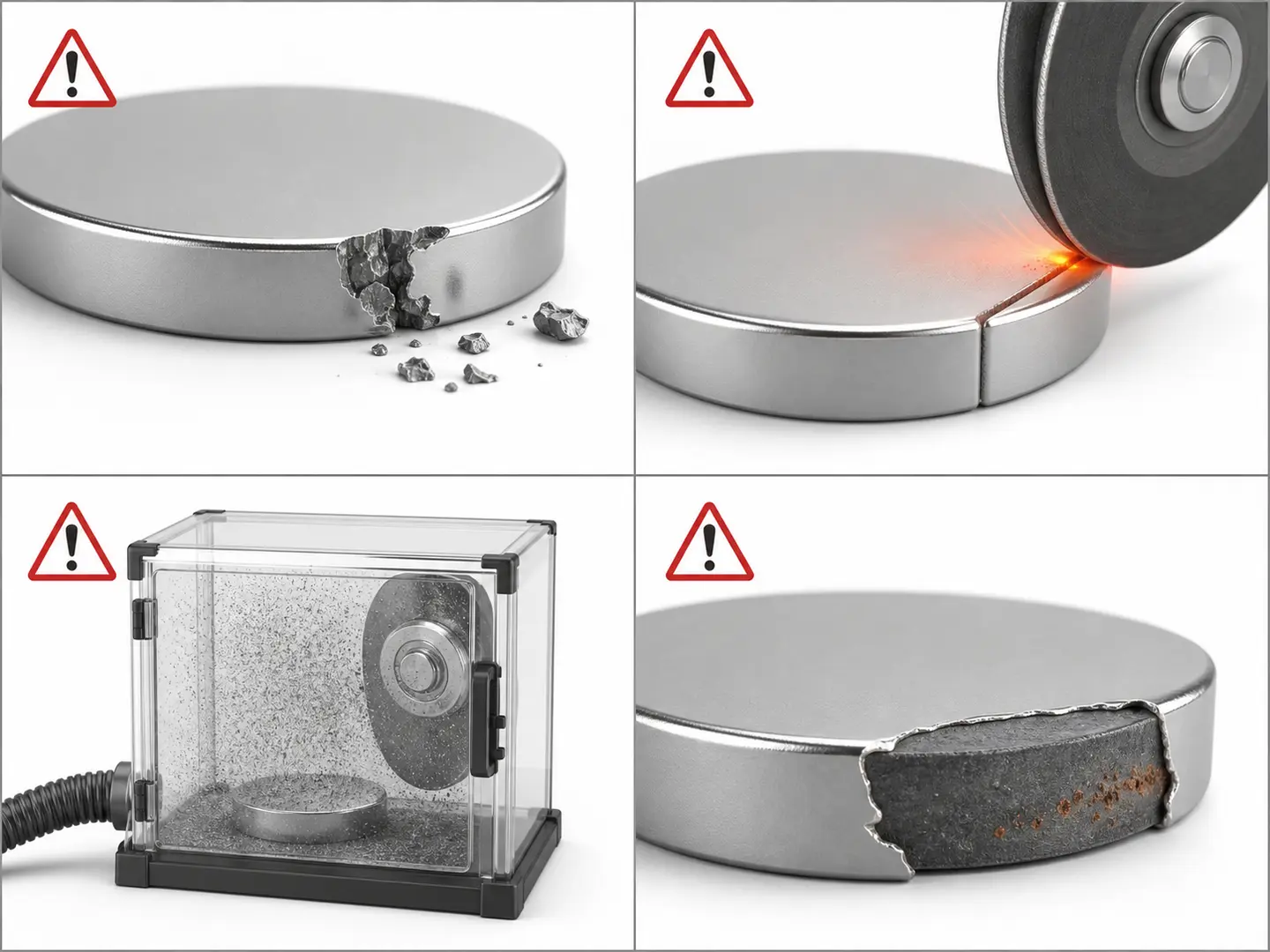
A finished NdFeB magnet is hard, brittle, coated, and often already magnetized. If it is cut, drilled, or ground incorrectly, it may crack, chip, overheat, lose usable magnetic performance, expose unprotected magnet material, or create hazardous dust.
For OEM and industrial projects, the safer choice is usually not “cut this finished magnet smaller.” The better question is whether the magnet should be designed and produced with the correct size, hole, slot, coating, tolerance, and magnetization direction from the beginning.
Professional magnet machining is possible, but it should be handled as a controlled manufacturing process, not as normal metal cutting. For many projects, custom neodymium magnets are more reliable than modifying finished stock magnets after purchase.
Why Are Neodymium Magnets Difficult to Cut?
Neodymium magnets are not like steel, aluminum, or plastic parts that can be easily trimmed after purchase.
Most strong neodymium magnets are sintered NdFeB magnets. This gives them high magnetic performance, but the material itself is hard, brittle, and sensitive to poor machining conditions.
Sintered NdFeB Is Hard but Brittle
A finished neodymium magnet can break suddenly under cutting pressure. Instead of forming clean chips like ordinary metal, the magnet may crack, chip along the edge, or break into unusable pieces.
This is why cutting a finished magnet with a hacksaw, hand drill, grinder, or ordinary workshop tool is risky.
Heat Can Reduce Magnetic Performance
Cutting and grinding create heat. If the magnet temperature rises above its safe working range, the magnet may lose part of its strength. Some loss may be reversible after cooling, but excessive heating can cause irreversible magnetic loss.
The risk is not controlled by one temperature number. It depends on the magnet grade, shape, thickness, magnetization direction, magnetic circuit, cooling conditions, and exposure time.
The maximum recommended operating temperature should not be confused with the Curie temperature. A magnet can suffer irreversible performance loss well before reaching its Curie temperature, especially when its grade, geometry, or magnetic circuit provides limited resistance to demagnetization.
If heat is a concern in your application, review the operating temperature, grade, geometry, and magnetic circuit before choosing the magnet or machining process.
Cutting Dust Requires Professional Control
Fine NdFeB dust should not be inhaled or allowed to accumulate. Dry magnet powder can oxidize rapidly and may present a combustion risk, so professional machining requires suitable extraction, containment, cooling, personal protective equipment, and waste-control procedures.
Safety note: Finished neodymium magnets are generally stable during normal use, but cutting, grinding, or breaking them can create sharp chips and fine dust. Always follow the material supplier’s current safety data sheet and applicable workplace controls.
OSENC does not recommend casual cutting of finished magnets. The issue is not only cutting accuracy; it is also material handling, fire prevention, corrosion protection, and workplace safety.
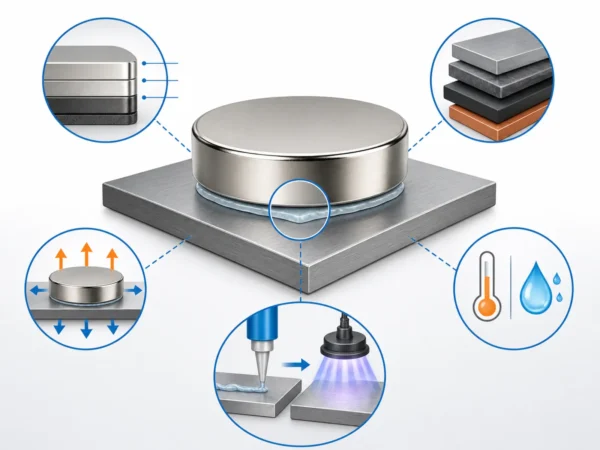
Cutting Breaks the Protective Coating
Most neodymium magnets are plated or coated because bare NdFeB material is vulnerable to oxidation and corrosion.
Common options include nickel, zinc, epoxy, Parylene, PTFE, gold, and other project-specific finishes. When a finished magnet is cut, the new edge exposes the underlying material. The magnet may continue to work initially, but the unprotected surface can corrode in humid or demanding environments.
If machining breaches the finish, the neodymium magnet coating and the required corrosion protection must be reviewed again.
What Happens If You Cut a Neodymium Magnet?
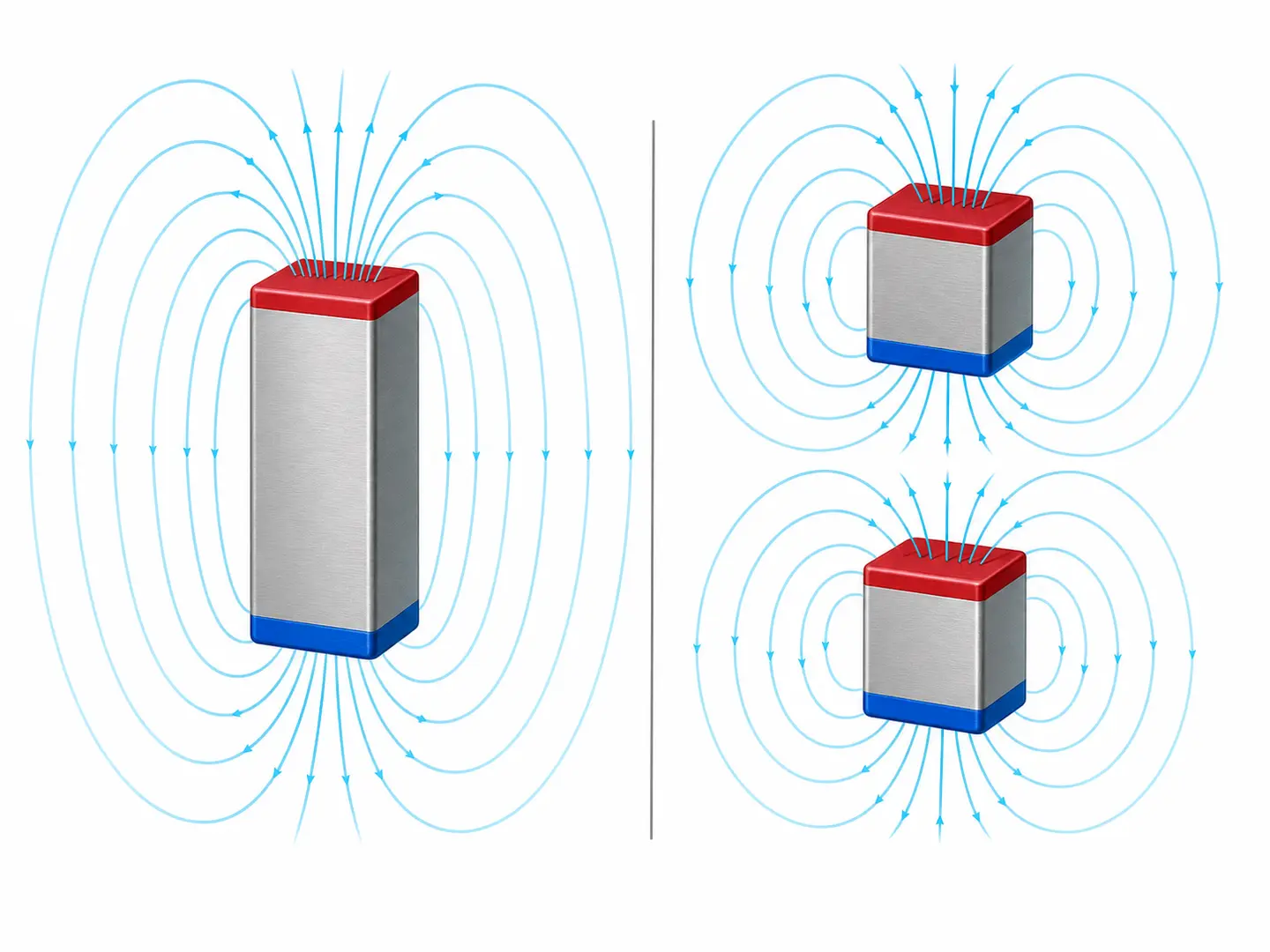
Cutting a neodymium magnet does not simply turn it into two perfect smaller magnets.
Each separated piece normally remains magnetized in the original magnetization direction and still has north and south poles. However, its new dimensions, pole-face area, aspect ratio, and position in the magnetic circuit can produce a different field and usable force.
- Cracked or chipped edges.
- Changed pull force in the intended application.
- Changed magnetic field distribution.
- Damaged coating.
- Exposed material and corrosion risk.
- Poor dimensional accuracy.
- Unsafe magnetic dust.
- A field pattern or pole geometry that no longer matches the application.
- Extra inspection, cleaning, coating, and testing costs.
For a simple hobby test, this may only be inconvenient. For a motor, sensor, medical device, magnetic coupling, holding fixture, or magnetic assembly, it can create meaningful performance and reliability problems.
Will Cutting a Magnet Reduce Its Strength?
Yes, cutting can reduce or otherwise change a magnet’s usable strength in the target application.
This does not mean the magnet necessarily becomes completely non-magnetic. The practical question is whether the modified magnet still produces the required field or holding force at the actual working gap.
Several factors affect the result:
- The new size and shape.
- The original magnetization direction.
- The working air gap.
- The magnet grade.
- Heat generated during machining.
- Cracks or internal damage.
- Damage to the surface coating.
- Changes to the surrounding magnetic circuit.
For example, shortening a block magnet does not produce a simple, universally predictable percentage change in pull force. Pole area, thickness in the magnetization direction, air gap, target steel, and the full magnetic circuit all matter.
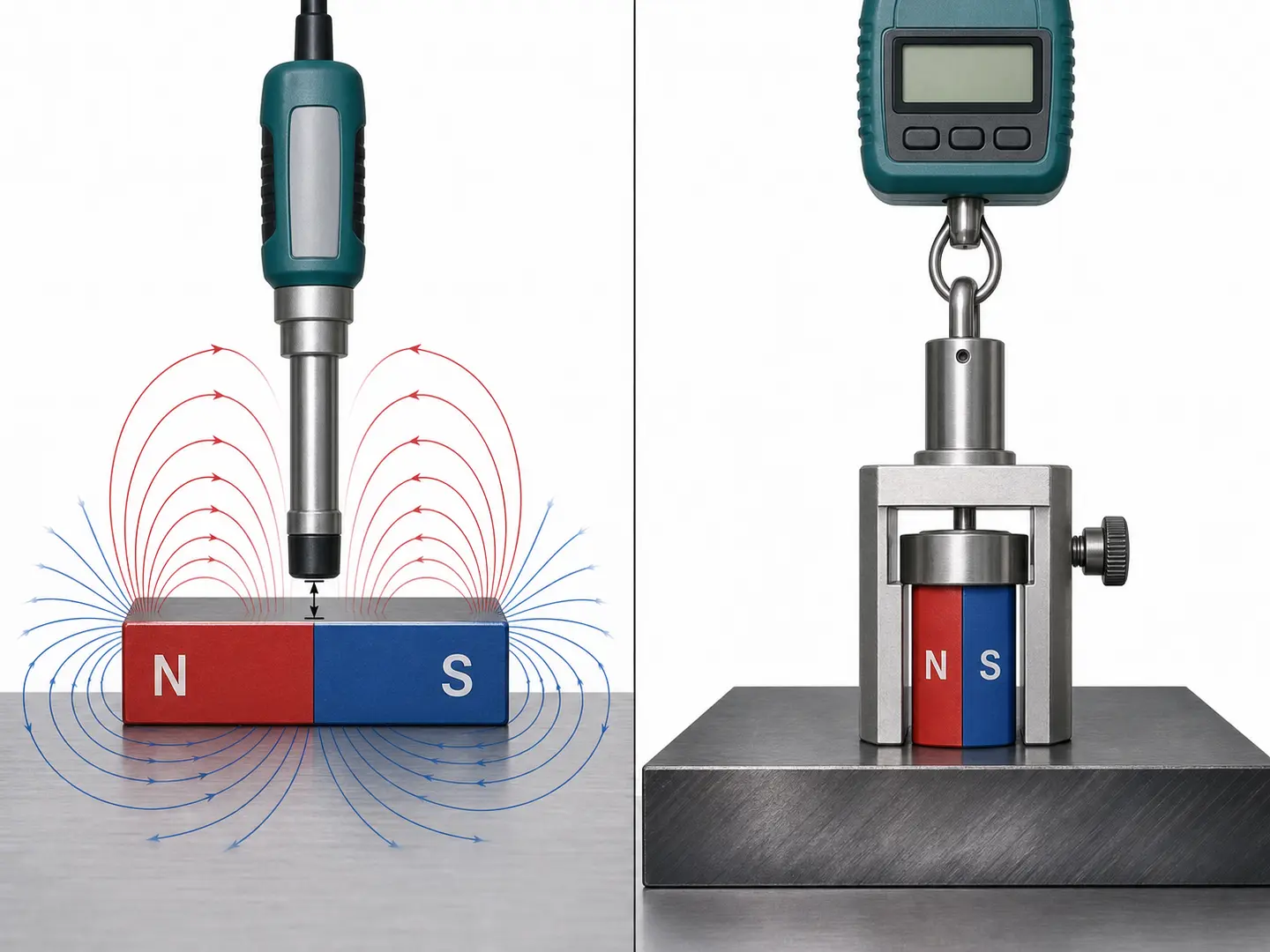
Surface field and pull force are also different measurements. A surface Gauss reading at one point cannot, by itself, prove how much force the modified magnet will produce in an assembly.
For precision applications, confirm the design with representative inspection and sample testing before mass production.
Can Neodymium Magnets Be Machined Professionally?
Yes. Neodymium magnets can be machined professionally, but the process is different from ordinary metal machining.
Sintered magnet blanks may be shaped using controlled grinding, diamond slicing, and other specialist processes before final finishing. The correct method depends on the material grade, dimensions, geometry, tolerance, coating, and magnetization requirements.
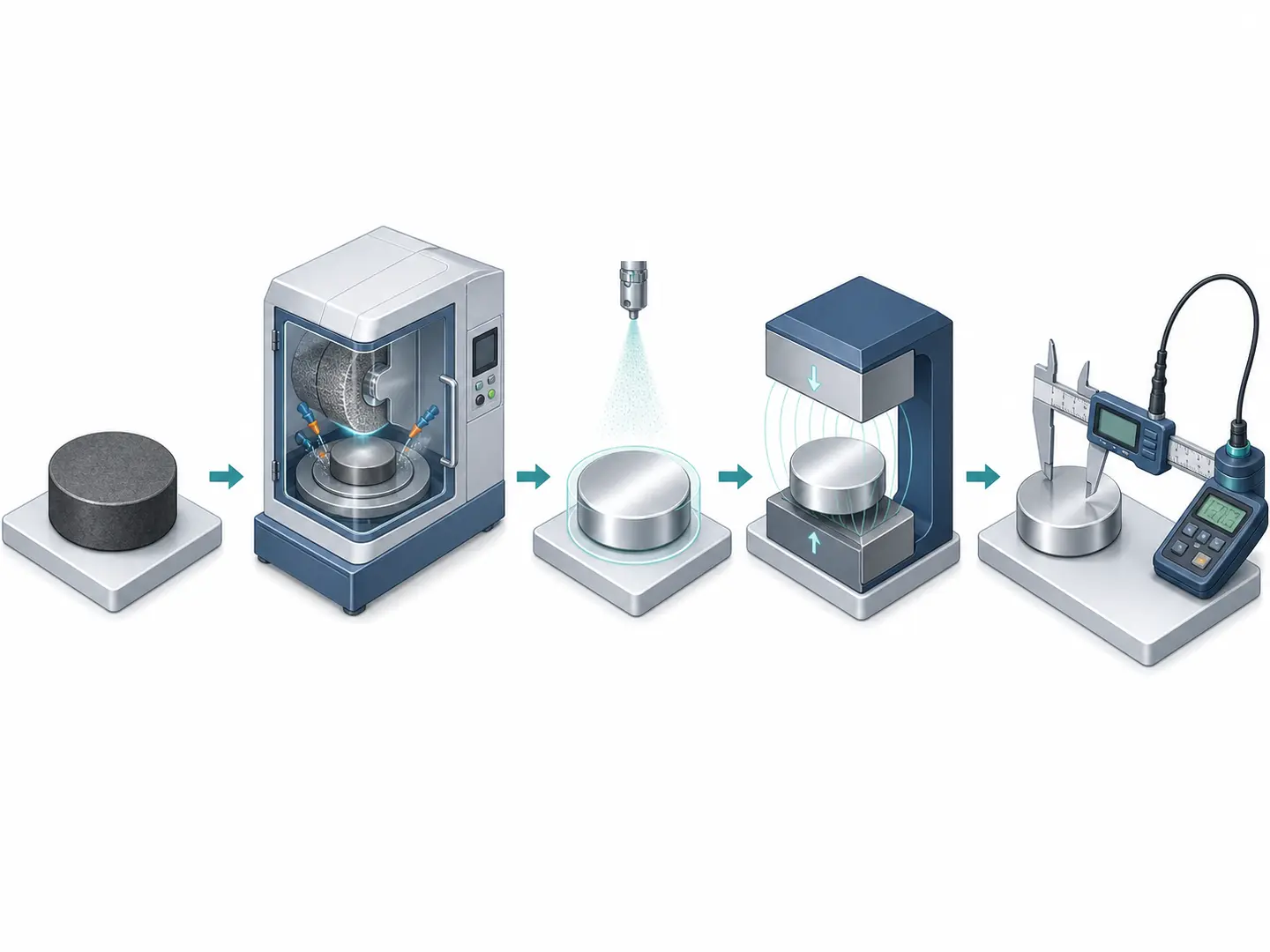
Professional magnet machining may include:
- Diamond grinding or slicing.
- CNC-controlled abrasive grinding.
- Wire EDM for selected conductive magnet blanks and geometries, followed by suitable surface cleaning and protection.
- Controlled cooling and particle containment.
- Chamfering and edge finishing.
- Surface cleaning and coating.
- Magnetization at the appropriate production stage.
- Dimensional and magnetic inspection.
Conventional CNC milling or turning with standard metal-cutting tools is generally unsuitable for sintered NdFeB. Professional manufacturers may use CNC-controlled grinding, diamond slicing, or other specialized processes designed for hard and brittle magnetic materials.
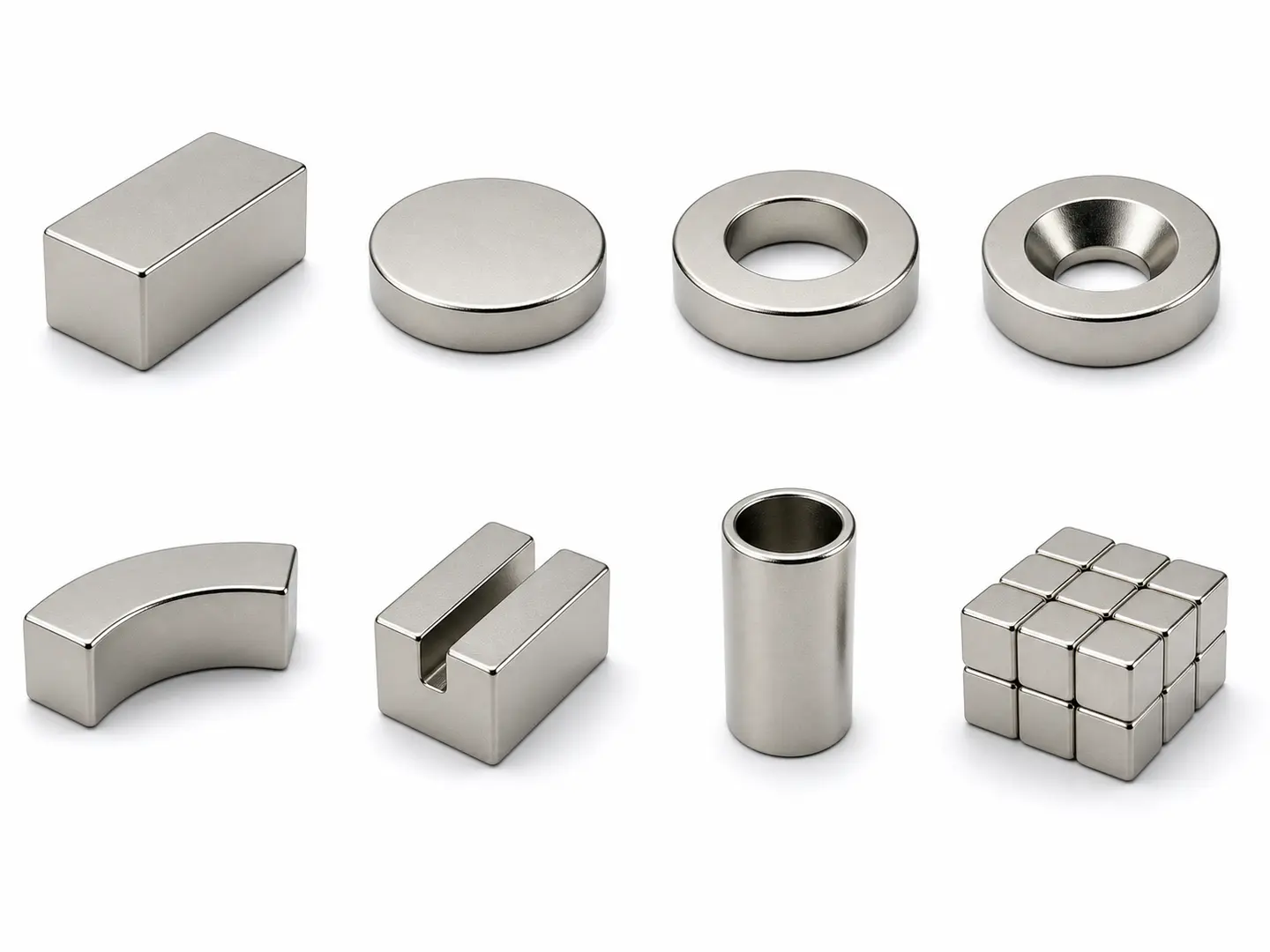
When Should You Order a Custom Magnet Instead of Cutting One?
| Situation | Better Choice | Why |
|---|---|---|
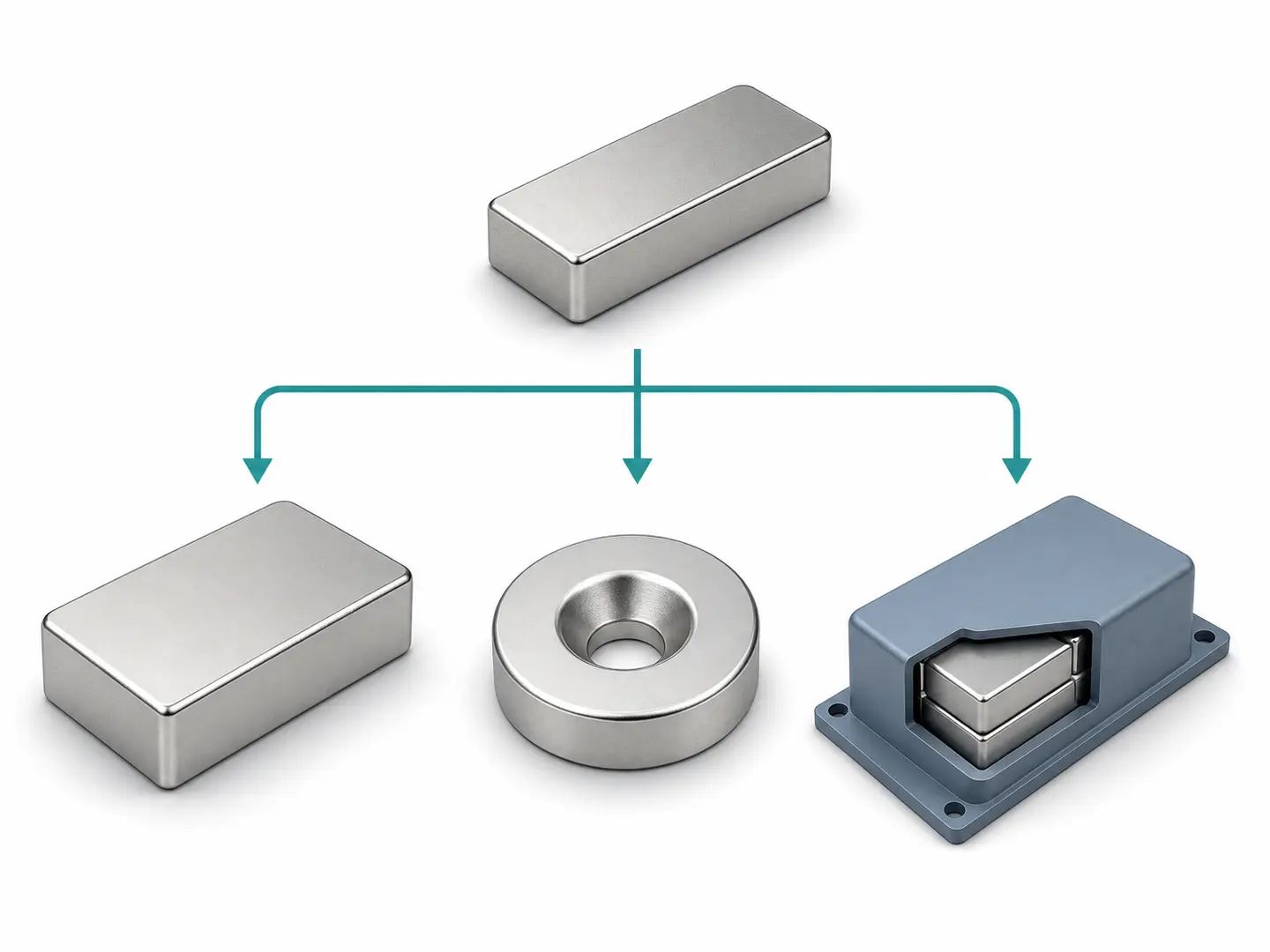
| A finished magnet is slightly too large. | Redesign or order the correct custom size. | Cutting may damage the edges, coating, and magnetic performance. |
| A hole or countersink is required. | Specify a custom hole or use countersunk neodymium magnets. | The hole position, edge strength, coating, and magnetization can be planned before finishing. |
| An arc, segment, slot, or irregular shape is required. | Use controlled custom machining before final finishing. | Shape accuracy, coating, and magnetic orientation need a planned production route. |
| A prototype needs several sizes. | Order a custom sample set. | This provides more comparable test parts than modifying finished magnets individually. |
| The magnet is already installed in an assembly. | Review the assembly design first. | A housing change, spacer, or smaller magnet array may solve the problem without cutting. |
Should Magnets Be Machined Before or After Magnetization?
For many sintered NdFeB parts, machining is completed before coating and final magnetization. This reduces handling problems and allows the newly machined surfaces to receive suitable corrosion protection.
The production route can vary with the geometry, magnetic orientation, tooling, coating, and assembly requirements. It should therefore be confirmed for the specific part rather than treated as a universal sequence.
Planning is especially important when the magnet needs a center hole, countersink, thin wall, curved segment, narrow slot, strict tolerance, special magnetization pattern, or coating after machining.
Once a magnet is fully coated and magnetized, modification is more difficult. It attracts ferrous particles, can be harder to fixture, and may require new corrosion protection after machining.
Is Cutting a Finished Magnet Better Than Ordering a Custom Magnet?
For most OEM and industrial buyers, ordering the correct magnet is more reliable than cutting a finished stock magnet.
| Option | Best For | Main Limitation |
|---|---|---|
| Cutting a finished magnet. | Limited, controlled evaluation where failure has no product or safety consequence. | Cracking, dust, coating damage, corrosion, and unpredictable application performance. |
| Ordering a custom size. | OEM parts, repeat production, and stable assembly dimensions. | Requires drawing and technical confirmation. |
| Custom hole or countersunk magnet. | Screw mounting, fixtures, and assemblies. | Hole position and mechanical loading must match the design. |
| Custom magnetic assembly. | Complex force direction, protection, or installation requirements. | Requires application and engineering review. |
| Using several smaller magnets. | Designs where one large magnet is difficult to manufacture or assemble. | The resulting field can differ from a one-piece magnet. |
If the part will be used in a product, machine, motor, sensor, or exported assembly, custom manufacturing usually provides more predictable dimensions, protection, and magnetic performance.
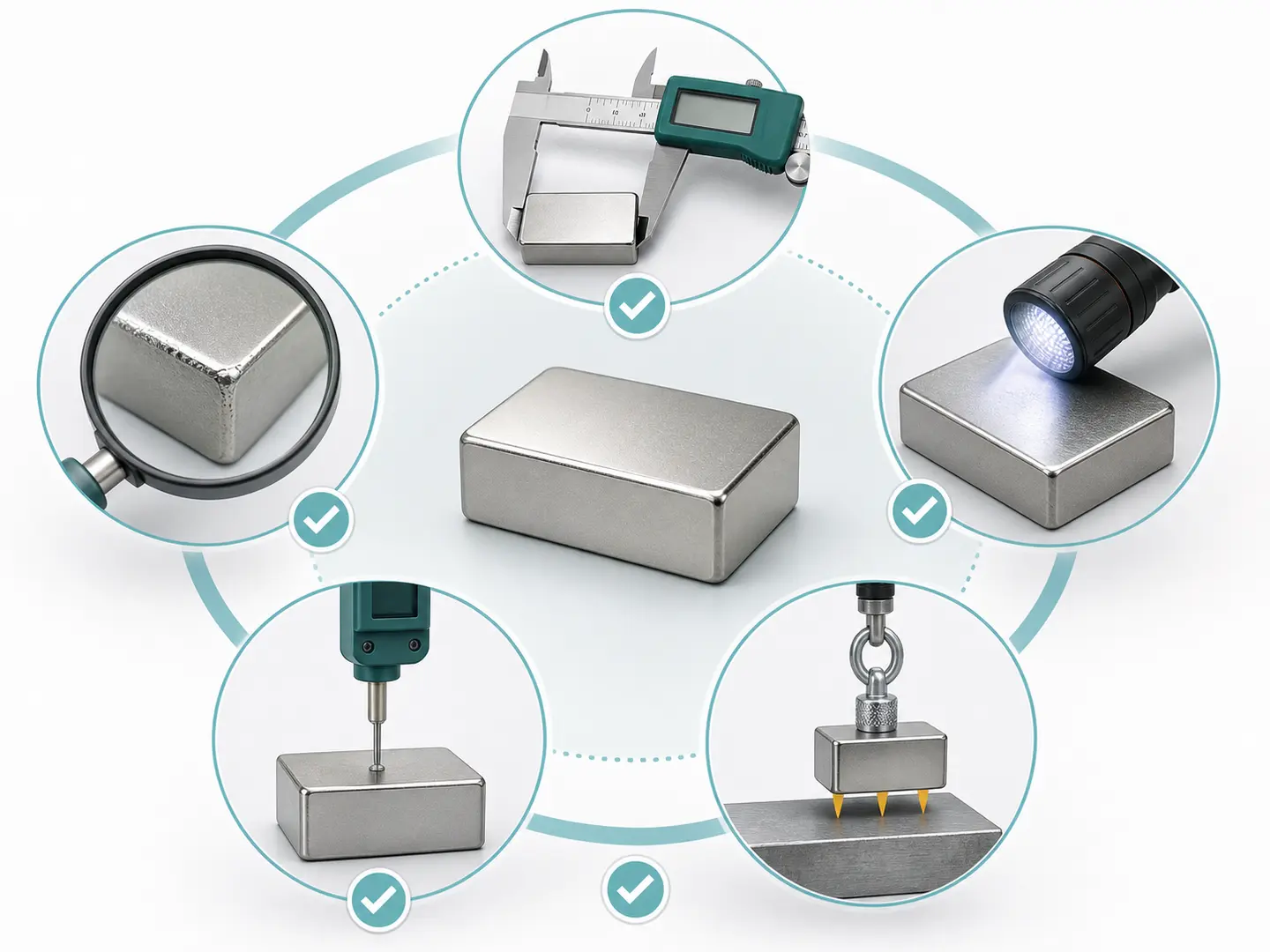
What Should Be Checked After Professional Magnet Machining?
The acceptance plan should reflect the drawing and the magnet’s actual function. A visual check alone cannot confirm dimensional or magnetic performance.
| Check | Purpose | Condition to Define |
|---|---|---|
| Dimensions and tolerances | Confirm fit and assembly clearance. | Drawing dimensions, datum, and inspection method. |
| Edges and visible cracks | Identify chipping or damage that may affect handling and assembly. | Permitted edge condition and visual acceptance criteria. |
| Coating condition | Check whether corrosion protection remains suitable. | Coating type, environment, and exposed-surface limits. |
| Magnetic output | Verify the relevant field or force requirement. | Measurement point, air gap, fixture, target, and tolerance. |
| Assembly performance | Confirm the modified part works in its intended magnetic circuit. | Representative housing, target material, temperature, and working gap. |
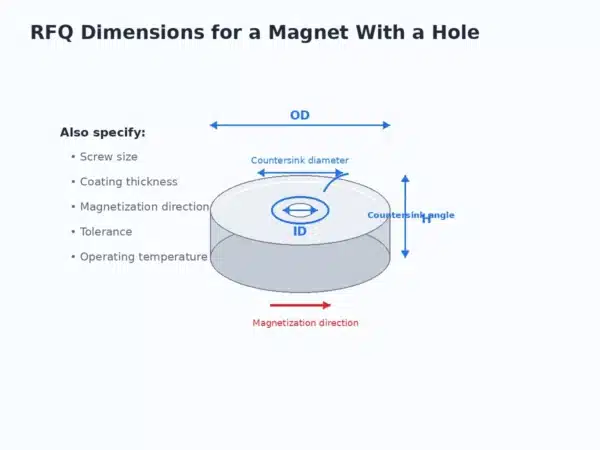
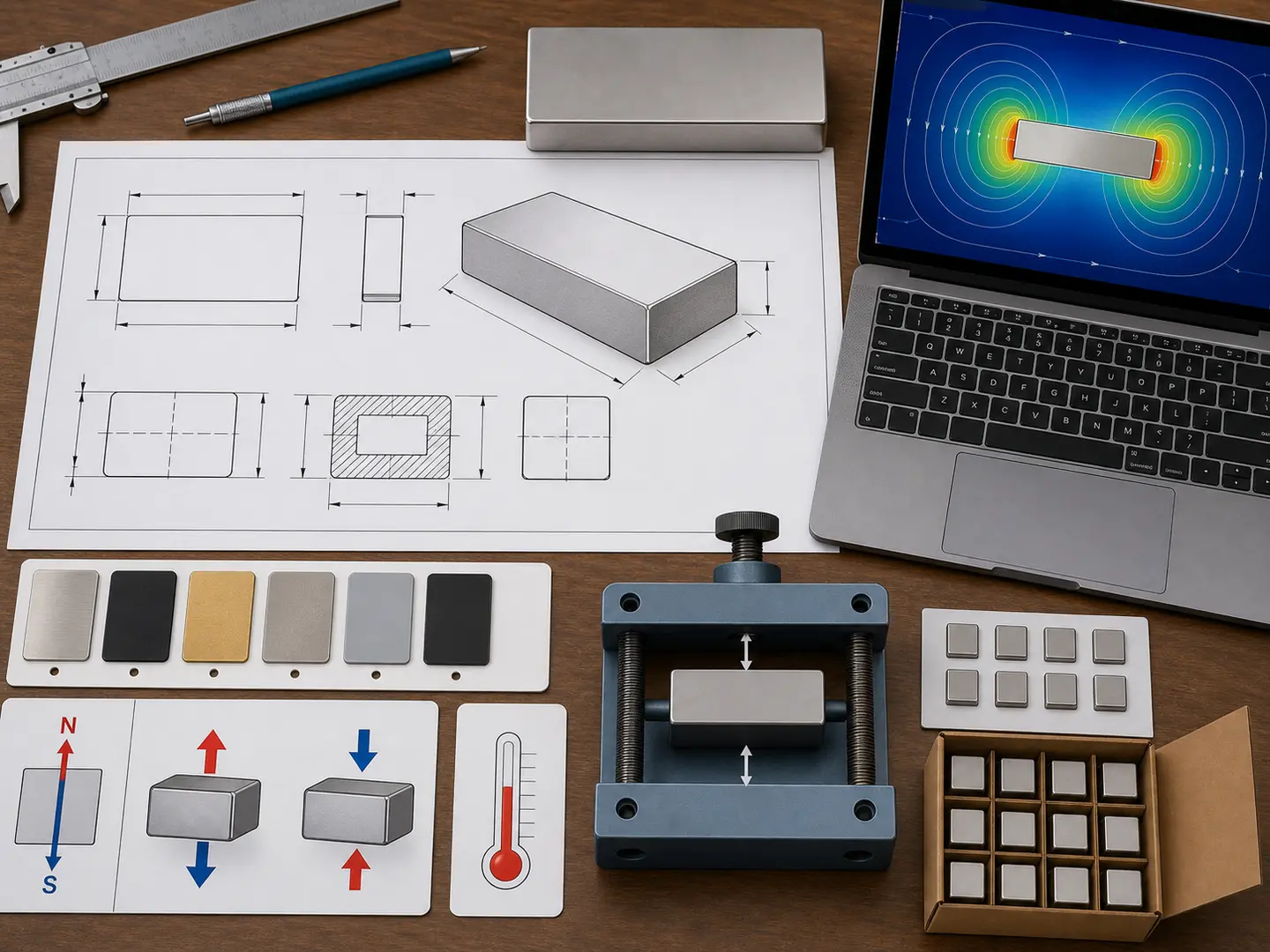
What Information Should You Send for a Custom Magnet Quote?
Providing clear project information helps the supplier select a realistic manufacturing route before samples are made.
- Magnet shape and dimensions.
- A 2D drawing or 3D file.
- Required tolerances.
- Magnet grade or required magnetic performance.
- Coating and operating environment.
- Magnetization direction or pole pattern.
- Maximum working temperature.
- Working air gap.
- Pull force, surface gauss, or field target and its test condition.
- Assembly and fixing method.
- Sample quantity and expected production volume.
If the grade, coating, or magnetization direction is not yet known, describe the application and operating conditions. This gives the engineering team more useful information than selecting a grade from strength alone.
How Can OSENC Help With a Custom Neodymium Magnet Project?
OSENC starts by reviewing the application rather than recommending a size from dimensions alone. A magnet that fits physically can still underperform if the coating, working temperature, air gap, pull force, or magnetization direction is wrong.
You can send a drawing, sample photo, required dimensions, coating preference, working temperature, and target magnetic performance. OSENC can then help assess whether the better route is a custom-sized magnet, a hole or slot design, a different coating, a smaller magnet array, or a magnetic assembly.
This review is useful for motors, sensors, medical equipment components, magnetic couplings, fixtures, and other applications where cutting a finished magnet may create more risk than it solves.
Need a Magnet Size, Hole, Slot, or Shape That Stock Magnets Cannot Provide?
Send your drawing, required dimensions, coating, working temperature, magnetization direction, and magnetic performance target. OSENC can review whether custom machining, a redesigned magnet, or a magnetic assembly is the more reliable route.
Request a Custom Magnet ReviewFAQs About Cutting Neodymium Magnets
Can I cut a neodymium magnet at home?
It is not recommended. Neodymium magnets are brittle, and cutting can create sharp chips, fine dust, heat, and coating damage. Ordering the required size is safer and more reliable.
Can you drill a hole in a neodymium magnet?
Drilling a finished neodymium magnet is risky. The part may crack, overheat, or lose coating protection around the hole. A ring magnet, custom hole, or countersunk magnet should normally be specified before finishing.
Can neodymium magnets be CNC machined?
They can be processed with specialist CNC-controlled grinding and related equipment. Conventional CNC milling or turning with standard metal-cutting tools is generally unsuitable for brittle sintered NdFeB.
Will cutting a magnet destroy its magnetism?
Not necessarily, but cutting changes the magnet’s dimensions and field distribution. Heat and physical damage can also cause irreversible performance loss, so the modified part may no longer meet the application requirement.
Do cut neodymium magnets need recoating?
If machining breaks the original coating, the exposed NdFeB surface needs suitable corrosion protection. Depending on the environment, tolerance, and production process, this may require complete recoating, a professionally applied protective finish, or redesigning the magnet so machining occurs before coating.
Is wire EDM suitable for neodymium magnets?
Wire EDM may be used for selected NdFeB shapes under controlled manufacturing conditions. Suitability depends on the material, dimensions, tolerance, surface requirements, and production route. The machined surface must also be evaluated for cleaning, corrosion protection, and final coating.
Is it cheaper to cut magnets or order custom magnets?
Cutting may appear cheaper for a one-time experiment. For industrial use, custom magnets usually reduce breakage, coating failure, performance variation, inspection work, and repeat-production risk.
What should I do if my magnet is the wrong size?
Do not cut it immediately. Check whether the design can use another stock size, several smaller magnets, a housing change, or a custom magnet. For repeat production, manufacturing the correct size is normally the more reliable solution.
Technical note: This article provides general guidance about NdFeB machining risks. The production method, safety controls, coating, and magnetic verification must be confirmed for each magnet design and operating environment.
Published by OSENC.