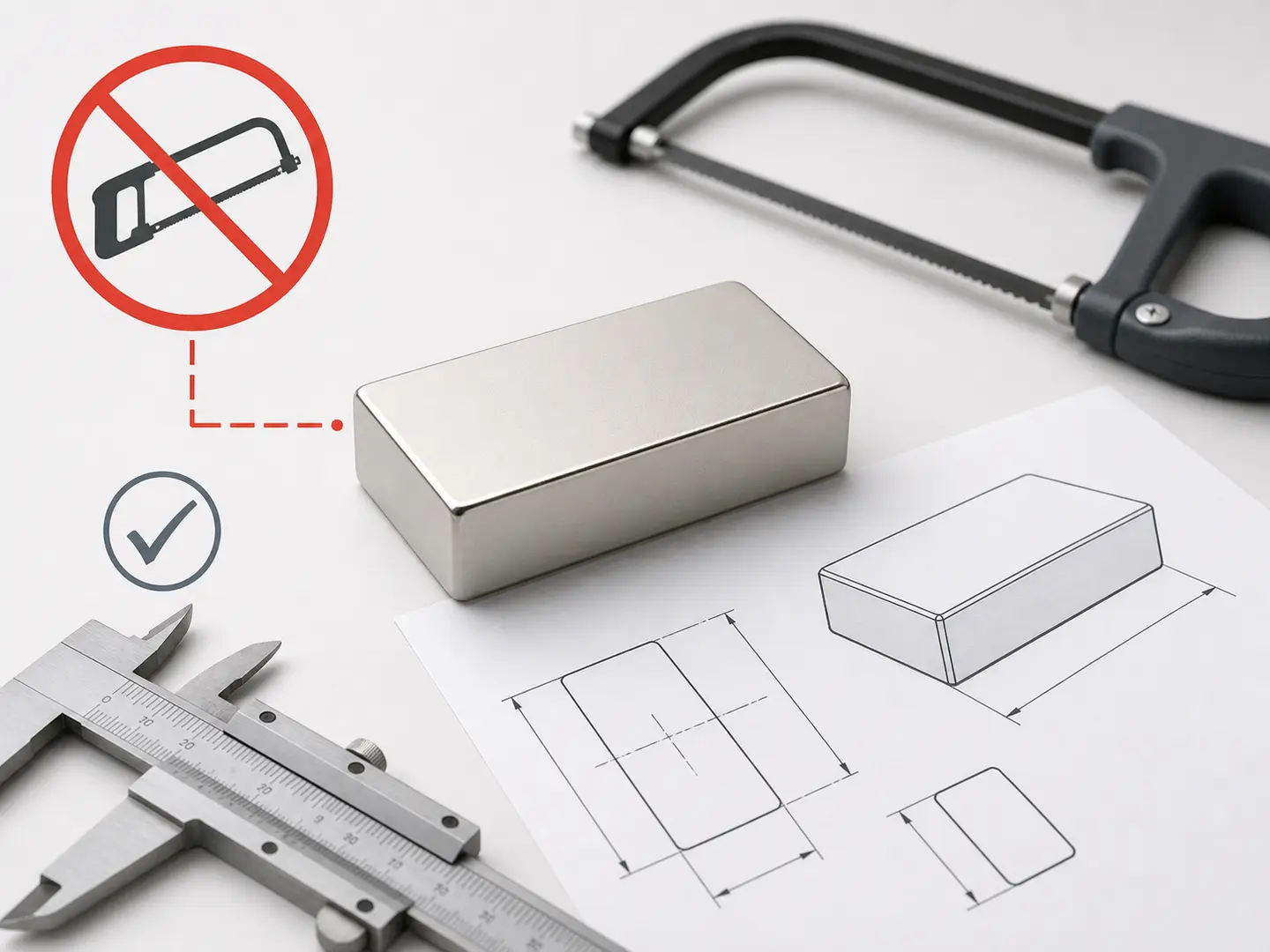
Réponse rapide : Peut-on découper un aimant en néodyme déjà fini ?
Dans la plupart des cas, il est déconseillé de découper un aimant en néodyme déjà fini à l'aide d'outils d'atelier courants.
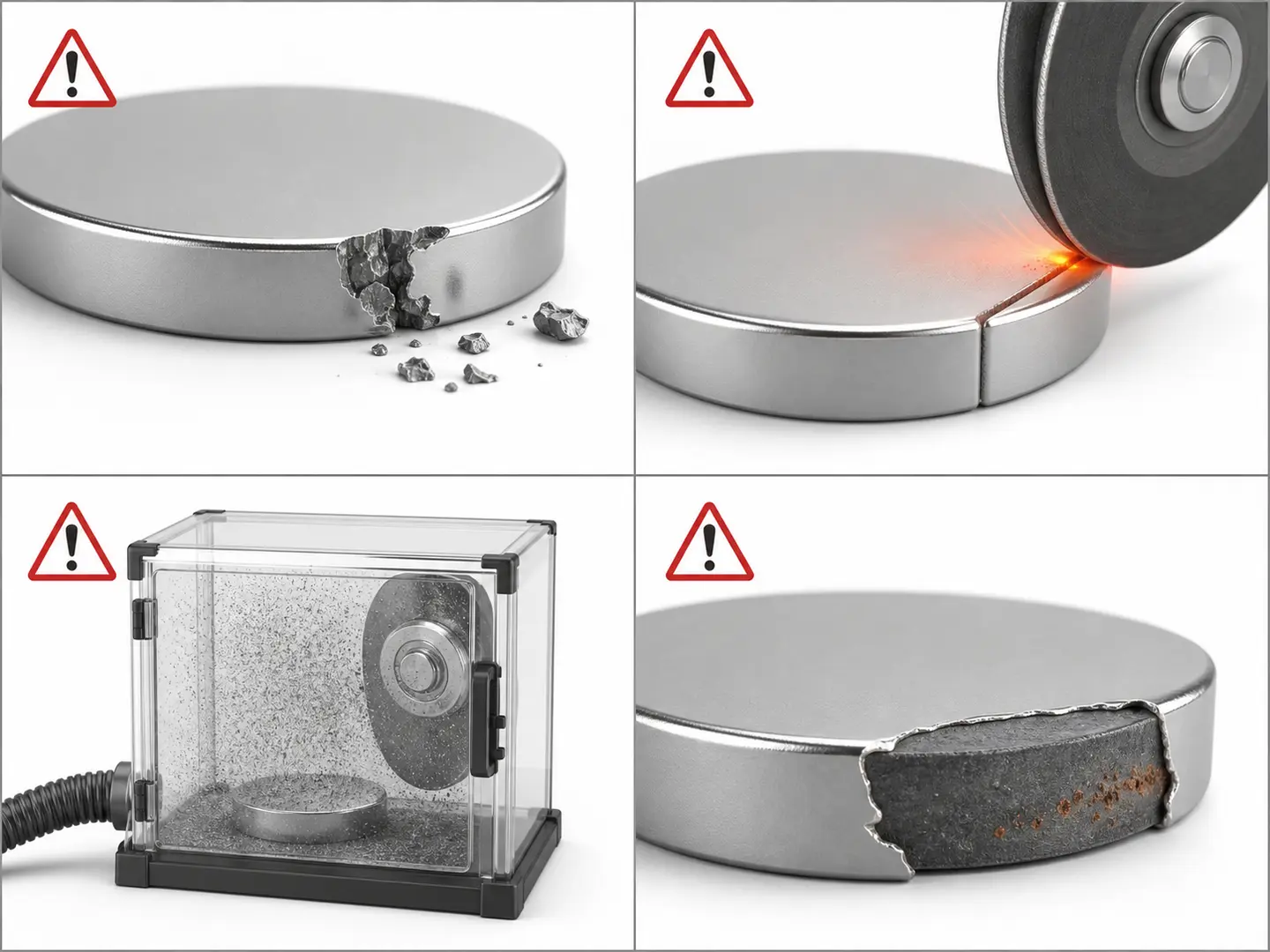
Un aimant NdFeB fini est dur, cassant, recouvert d'un revêtement et souvent déjà magnétisé. S'il est découpé, percé ou meulé de manière incorrecte, il peut se fissurer, s'ébrécher, surchauffer, perdre ses performances magnétiques utiles, exposer le matériau magnétique non protégé ou générer des poussières dangereuses.
Pour les projets OEM et industriels, le choix le plus sûr n’est généralement pas de “ découper cet aimant fini pour le réduire ”. Il convient plutôt de se demander si l’aimant ne devrait pas être conçu et fabriqué dès le départ avec les dimensions, le perçage, la fente, le revêtement, les tolérances et le sens d’aimantation appropriés.
L'usinage professionnel des aimants est possible, mais il doit être considéré comme un processus de fabrication contrôlé, et non comme un simple usinage métallique classique. Pour de nombreux projets, aimants en néodyme personnalisés sont plus fiables que de modifier des aimants standard déjà fabriqués après leur achat.
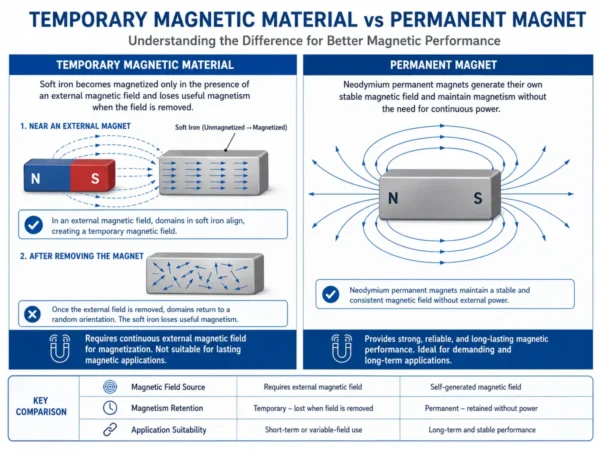
Pourquoi les aimants en néodyme sont-ils difficiles à découper ?
Les aimants en néodyme ne sont pas comme les pièces en acier, en aluminium ou en plastique, que l'on peut facilement découper après l'achat.
Le plus fort aimants en néodyme Il s'agit d'aimants NdFeB frittés. Cela leur confère d'excellentes performances magnétiques, mais le matériau lui-même est dur, cassant et sensible à des conditions d'usinage défavorables.
Le NdFeB fritté est dur mais cassant
Un aimant en néodyme fini peut se briser brusquement sous l'effet de la pression d'usinage. Contrairement à un métal ordinaire, qui produit des copeaux nets, l'aimant peut se fissurer, s'ébrécher sur les bords ou se briser en morceaux inutilisables.
C'est pourquoi il est risqué de découper un aimant fini à l'aide d'une scie à métaux, d'une perceuse à main, d'une meuleuse ou de tout autre outil d'atelier courant.
La chaleur peut réduire les performances magnétiques
La découpe et le meulage génèrent de la chaleur. Si la température de l'aimant dépasse sa plage de fonctionnement sécurisée, celui-ci risque de perdre une partie de son pouvoir magnétique. Une partie de cette perte peut être réversible après refroidissement, mais un échauffement excessif peut entraîner une perte magnétique irréversible.
Le risque ne se résume pas à une simple valeur de température. Il dépend de la nuance de l'aimant, de sa forme, de son épaisseur, du sens de magnétisation, du circuit magnétique, des conditions de refroidissement et de la durée d'exposition.
Il ne faut pas confondre la température maximale de fonctionnement recommandée avec la température de Curie. Un aimant peut subir une perte de performances irréversible bien avant d'atteindre sa température de Curie, en particulier lorsque sa nuance, sa géométrie ou son circuit magnétique offrent une résistance limitée à la démagnétisation.
Si la chaleur constitue un facteur à prendre en compte dans votre application, examinez la température de fonctionnement, la nuance, la géométrie et le circuit magnétique avant de choisir l'aimant ou le procédé d'usinage.
La poussière générée par la découpe nécessite une gestion professionnelle
La poussière fine de NdFeB ne doit pas être inhalée ni s'accumuler. La poudre magnétique sèche peut s'oxyder rapidement et présenter un risque d'inflammation ; par conséquent, son usinage professionnel nécessite des procédures adaptées en matière d'aspiration, de confinement, de refroidissement, d'équipement de protection individuelle et de gestion des déchets.
Remarque relative à la sécurité : Les aimants en néodyme finis sont généralement stables dans des conditions normales d'utilisation, mais leur découpe, leur meulage ou leur cassure peut générer des éclats coupants et de la poussière fine. Respectez toujours la fiche de données de sécurité en vigueur fournie par le fournisseur du matériau ainsi que les mesures de sécurité applicables sur le lieu de travail.
OSENC déconseille de découper de manière improvisée des aimants finis. Le problème ne réside pas uniquement dans la précision de la découpe ; il concerne également la manipulation des matériaux, la prévention des incendies, la protection contre la corrosion et la sécurité au travail.
La découpe endommage la couche protectrice
La plupart des aimants en néodyme sont plaqués ou revêtus, car le NdFeB à l'état brut est sensible à l'oxydation et à la corrosion.
Parmi les options courantes, on trouve le nickel, le zinc, l'époxy, le parylène, le PTFE, l'or et d'autres finitions spécifiques à chaque projet. Lorsqu'un aimant fini est découpé, le nouveau bord met à nu le matériau sous-jacent. L'aimant peut continuer à fonctionner dans un premier temps, mais la surface non protégée risque de se corroder dans des environnements humides ou difficiles.
Si l'usinage endommage la finition, le revêtement de l'aimant néodyme et la protection anticorrosion requise doit être réexaminée.
Que se passe-t-il si l'on coupe un aimant en néodyme ?
Couper un aimant en néodyme ne suffit pas à le transformer en deux aimants plus petits et parfaits.
Chaque pièce séparée reste généralement magnétisée dans le sens initial de magnétisation et conserve ses pôles nord et sud. Cependant, ses nouvelles dimensions, la surface de ses faces polaires, son rapport d'aspect et sa position dans le circuit magnétique peuvent générer un champ et une force utile différents.
- Bords fissurés ou ébréchés.
- Modification de la force de traction dans l'application prévue.
- Modification de la répartition du champ magnétique.
- Revêtement endommagé.
- Matériau exposé et risque de corrosion.
- Précision dimensionnelle insuffisante.
- Poussière magnétique dangereuse.
- Une configuration de champ ou une géométrie de pôle qui ne correspond plus à l'application.
- Frais supplémentaires liés aux contrôles, au nettoyage, à l'application de revêtements et aux essais.
Dans le cadre d'un simple test amateur, cela peut simplement être gênant. En revanche, pour un moteur, un capteur, un dispositif médical, un accouplement magnétique, un dispositif de fixation ou un ensemble magnétique, cela peut entraîner des problèmes importants en termes de performances et de fiabilité.
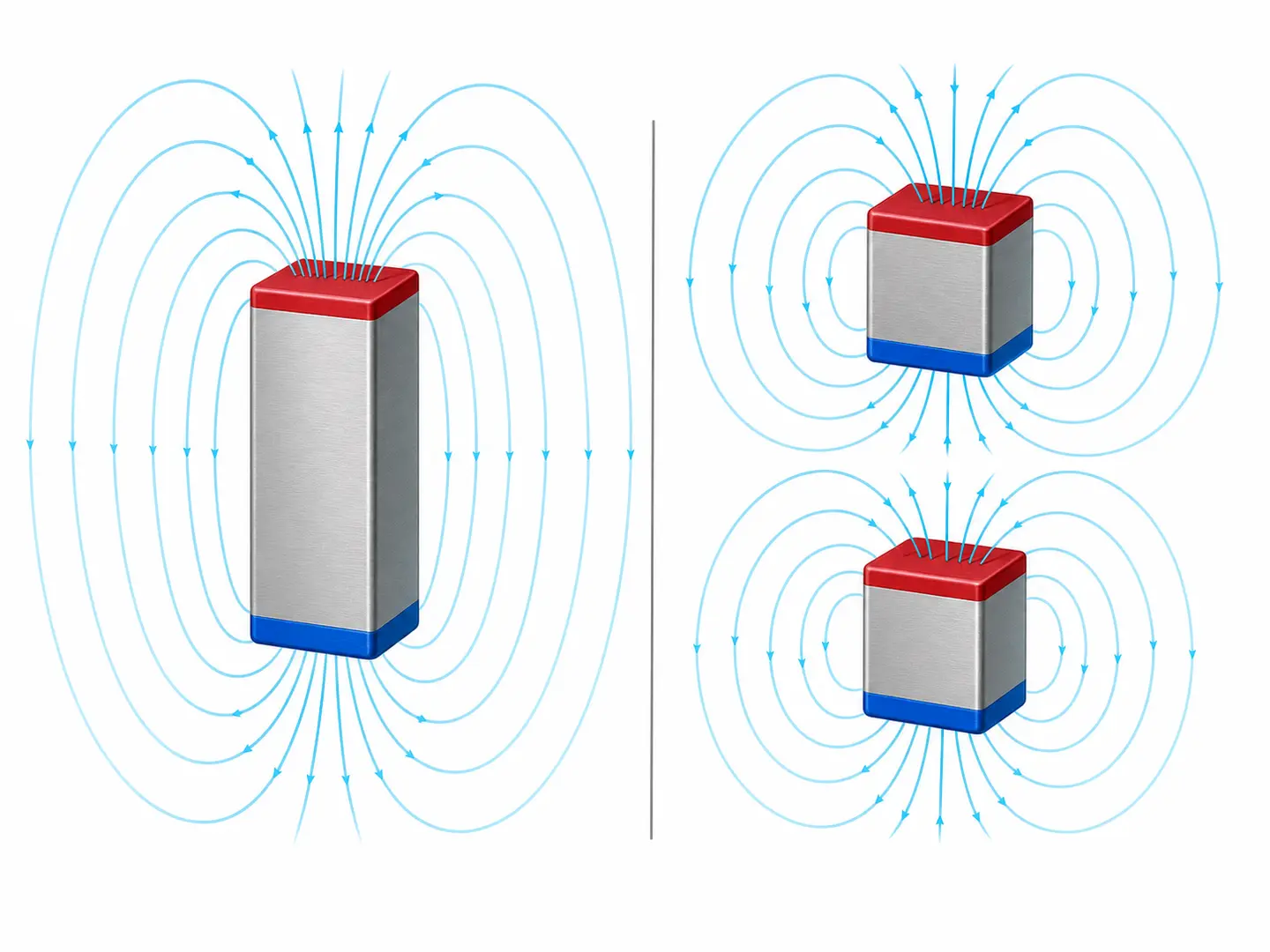
Le fait de couper un aimant réduit-il sa force ?
Oui, la découpe peut réduire ou modifier d'une manière ou d'une autre l'intensité magnétique utile d'un aimant dans l'application visée.
Cela ne signifie pas pour autant que l'aimant devienne nécessairement totalement non magnétique. La question pratique est de savoir si l'aimant modifié produit toujours le champ ou la force de retenue requis dans l'entrefer réel.
Plusieurs facteurs influent sur le résultat :
- Une nouvelle taille et une nouvelle forme.
- La direction initiale de magnétisation.
- L'entrefer de fonctionnement.
- La qualité de l'aimant.
- Chaleur générée lors de l'usinage.
- Fissures ou dommages internes.
- Dommages au revêtement de surface.
- Modifications apportées au circuit magnétique environnant.
Par exemple, le fait de réduire la taille d'un aimant en bloc n'entraîne pas une variation en pourcentage simple et universellement prévisible de la force d'attraction. La surface polaire, l'épaisseur dans le sens de l'aimantation, l'entrefer, l'acier utilisé et l'ensemble du circuit magnétique sont autant de facteurs qui entrent en ligne de compte.
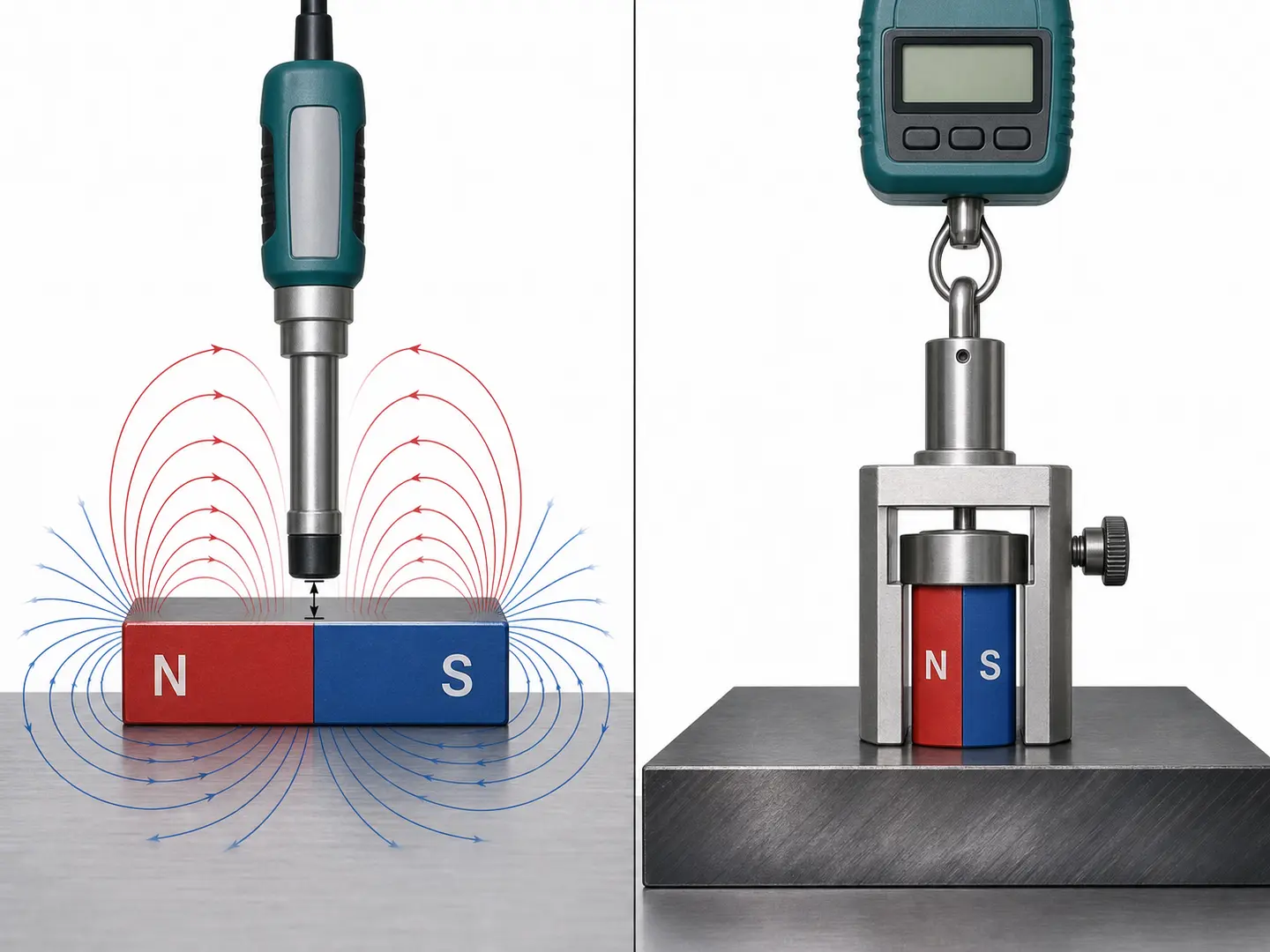
Le champ de surface et la force de traction sont également deux grandeurs différentes. Une mesure du champ de surface en un point donné ne suffit pas, à elle seule, à déterminer la force que l'aimant modifié produira une fois intégré à un ensemble.
Pour les applications de précision, vérifiez la conception à l'aide d'échantillons représentatifs inspection et analyse d'échantillons avant la production en série.
Les aimants en néodyme peuvent-ils faire l'objet d'un usinage professionnel ?
Oui. Les aimants en néodyme peuvent faire l'objet d'un usinage professionnel, mais le procédé diffère de celui utilisé pour l'usinage des métaux classiques.
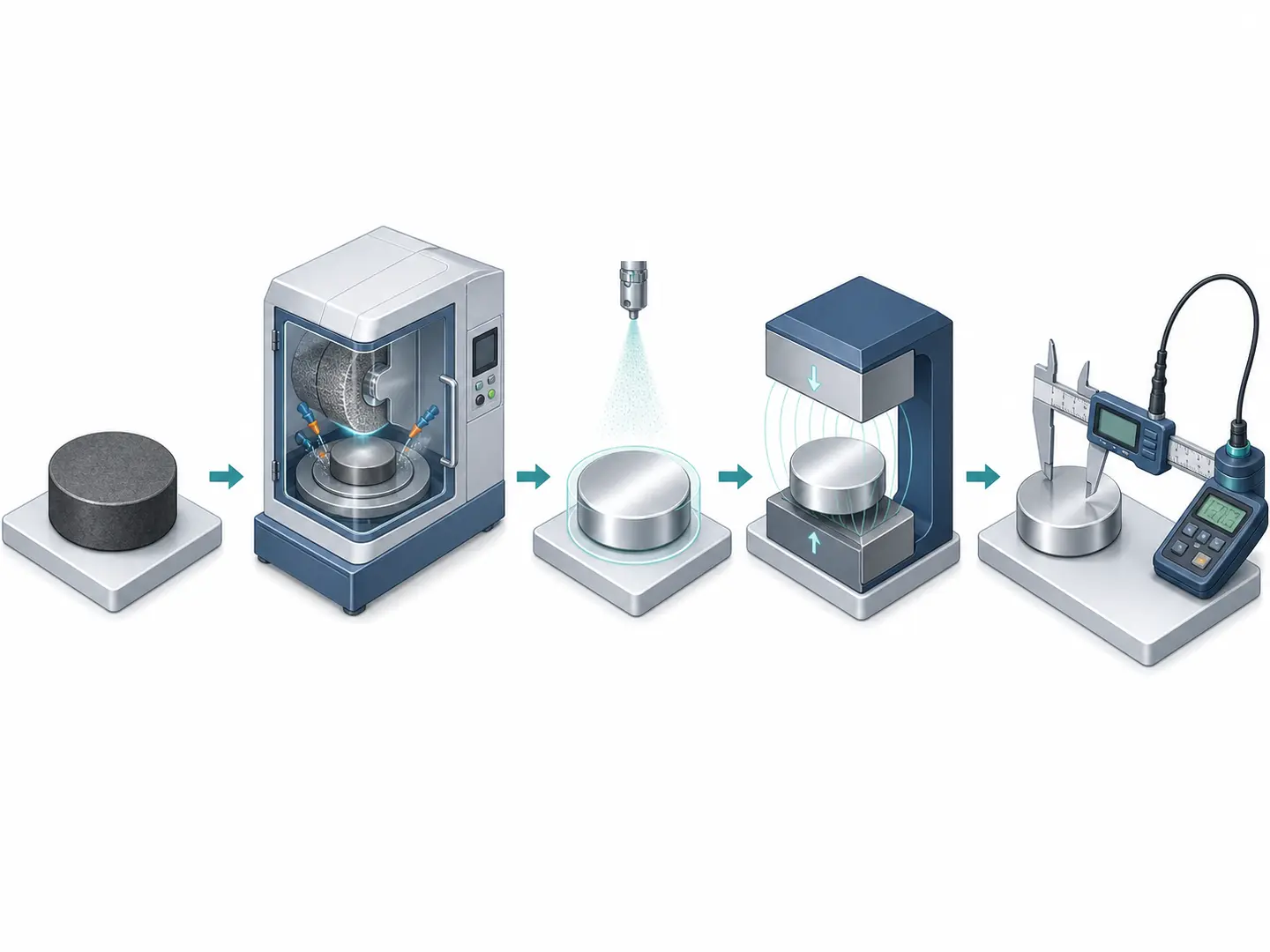
Les ébauches d'aimants frittés peuvent être façonnées par meulage contrôlé, découpe au diamant et d'autres procédés spécialisés avant la finition finale. Le choix de la méthode appropriée dépend de la nuance du matériau, des dimensions, de la géométrie, des tolérances, du revêtement et des exigences en matière de magnétisation.
L'usinage professionnel des aimants peut inclure :
- Meulage ou découpe au diamant.
- Rectification abrasive à commande numérique.
- Électroérosion à fil pour certaines ébauches et géométries d'aimants conducteurs, suivie d'un nettoyage et d'une protection de surface adaptés.
- Refroidissement contrôlé et confinement des particules.
- Chanfreinage et finition des arêtes.
- Nettoyage et revêtement des surfaces.
- Magnétisation au stade de production approprié.
- Contrôle dimensionnel et magnétique.
Le fraisage ou le tournage CNC classique, réalisé à l'aide d'outils de coupe standard, n'est généralement pas adapté au NdFeB fritté. Les fabricants professionnels peuvent recourir à la rectification à commande numérique, au découpage au diamant ou à d'autres procédés spécialisés conçus pour les matériaux magnétiques durs et cassants.
Quand vaut-il mieux commander un aimant sur mesure plutôt que de le découper soi-même ?
| Situation | Meilleur choix | Pourquoi |
|---|---|---|
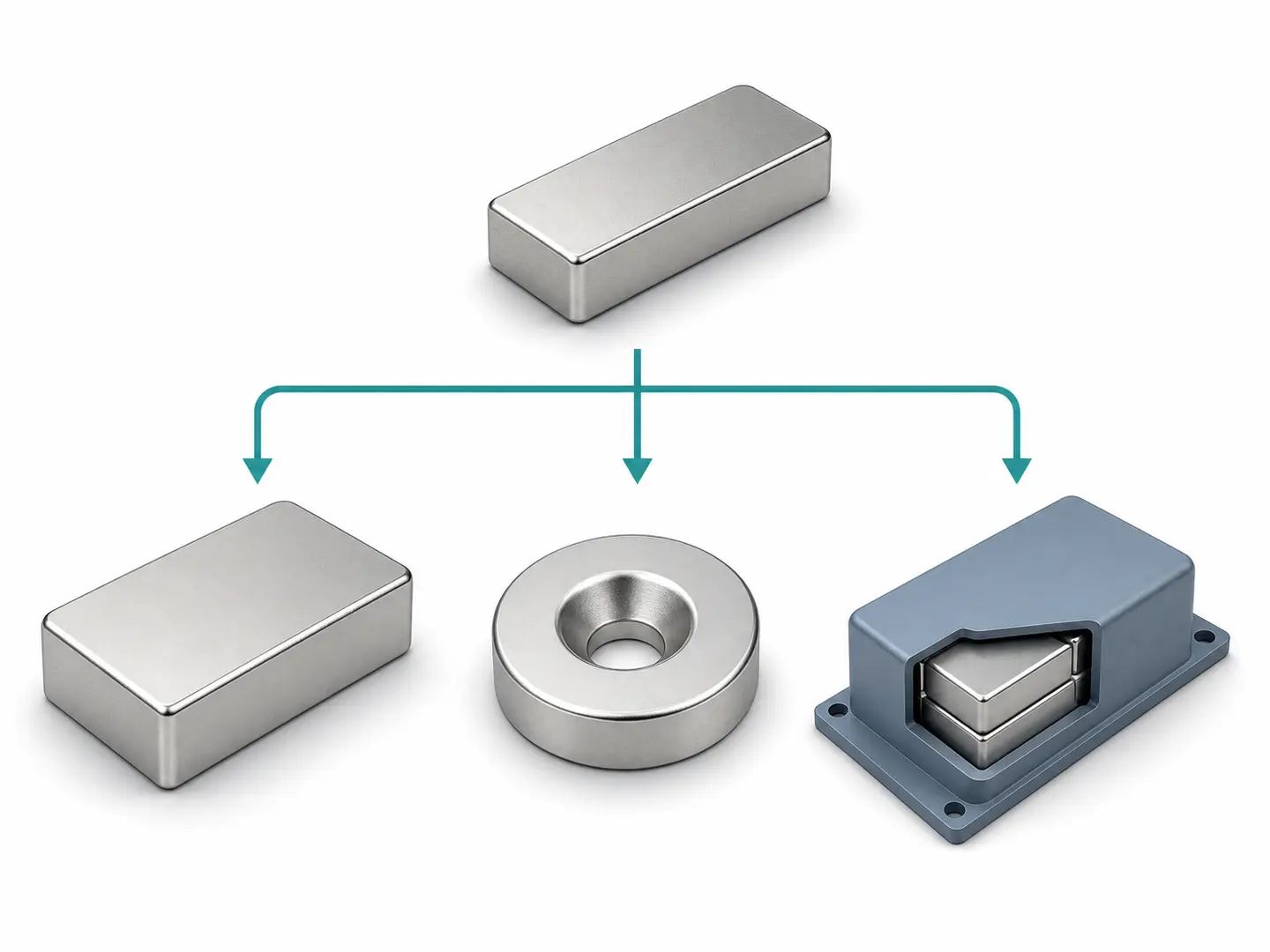
| L'aimant fini est légèrement trop grand. | Modifiez le modèle ou commandez la taille personnalisée qui vous convient. | La découpe peut endommager les bords, le revêtement et les propriétés magnétiques. |
| Il faut percer un trou ou réaliser un fraisage. | Spécifiez un trou personnalisé ou utilisez aimants en néodyme à tête fraisée. | L'emplacement des trous, la résistance des bords, le revêtement et la magnétisation peuvent être définis avant la finition. |
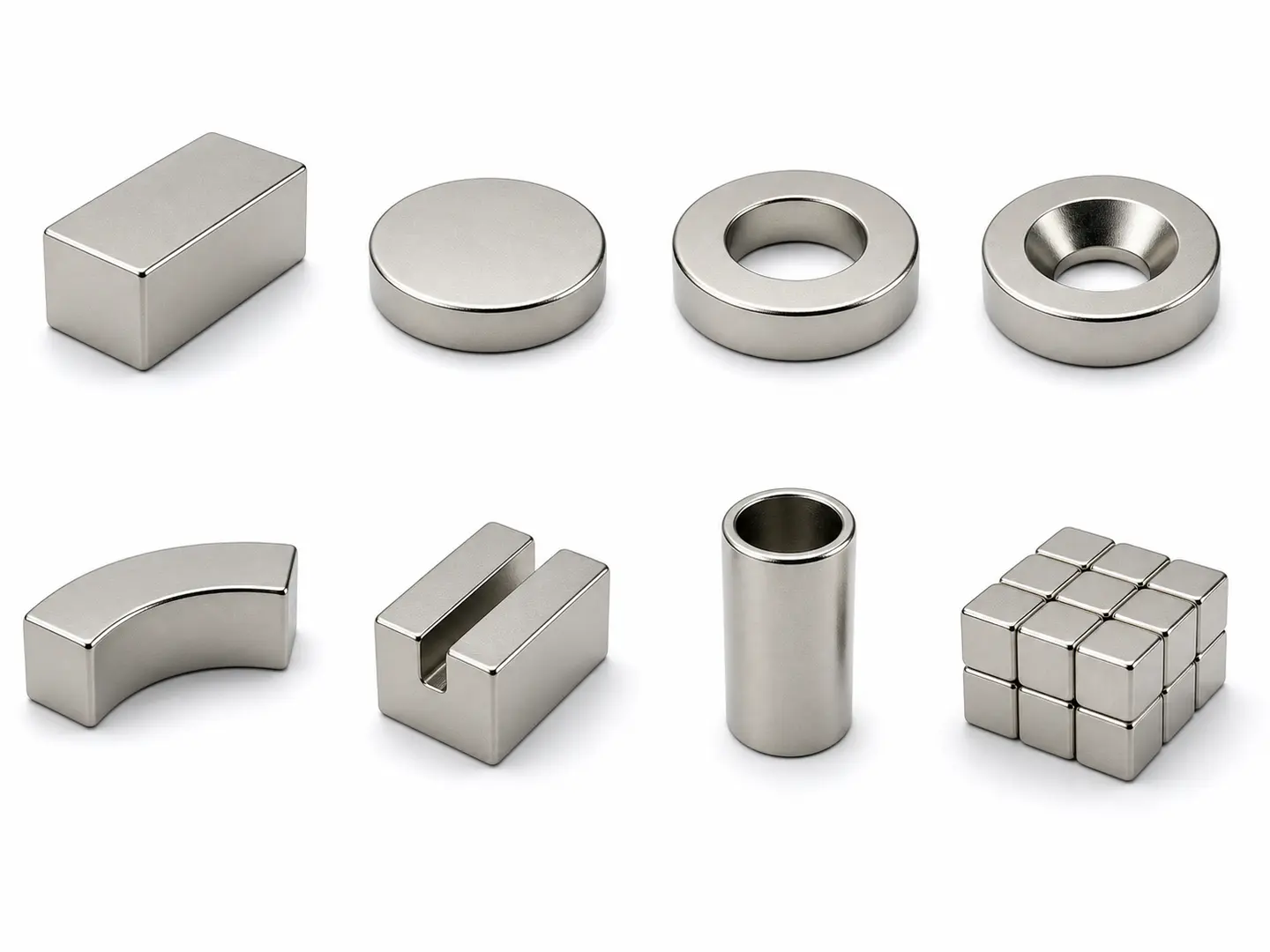
| Il faut un arc, un segment, une fente ou une forme irrégulière. | Procéder à un usinage sur mesure contrôlé avant la finition finale. | La précision de la forme, le revêtement et l'orientation magnétique nécessitent un processus de fabrication bien planifié. |
| Un prototype doit être disponible en plusieurs tailles. | Commandez un lot d'échantillons sur mesure. | Cela permet d'obtenir un plus grand nombre de pièces d'essai comparables que si l'on modifiait individuellement des aimants déjà finis. |
| L'aimant est déjà monté dans un ensemble. | Commencez par examiner la conception de l'ensemble. | Un changement de boîtier, l'ajout d'une entretoise ou l'utilisation d'un ensemble d'aimants plus petit pourrait résoudre le problème sans qu'il soit nécessaire de procéder à une découpe. |
Faut-il usiner les aimants avant ou après leur magnétisation ?
Pour de nombreuses pièces en NdFeB fritté, l'usinage est réalisé avant le revêtement et la magnétisation finale. Cela permet de réduire les problèmes de manipulation et de garantir que les surfaces nouvellement usinées bénéficient d'une protection anticorrosion adaptée.
Le processus de fabrication peut varier en fonction de la géométrie, de l'orientation magnétique, de l'outillage, du revêtement et des exigences d'assemblage. Il convient donc de le valider pour la pièce concernée plutôt que de le considérer comme une séquence universelle.
La planification revêt une importance particulière lorsque l'aimant doit comporter un trou central, un fraisage en contre-dépouille, une paroi mince, un segment courbe, une fente étroite, des tolérances strictes, un schéma de magnétisation spécifique ou un revêtement après usinage.
Une fois qu'un aimant est entièrement revêtu et magnétisé, il est plus difficile de le modifier. Il attire les particules ferreuses, peut être plus difficile à fixer et peut nécessiter une nouvelle protection anticorrosion après usinage.
Est-il préférable de découper un aimant prêt à l'emploi plutôt que de commander un aimant sur mesure ?
Pour la plupart des équipementiers et des acheteurs industriels, commander l'aimant adapté est plus fiable que de découper un aimant standard déjà fabriqué.
| Option | Meilleur pour | Principale limite |
|---|---|---|
| Découpe d'un aimant fini. | Évaluation limitée et contrôlée, dans le cadre de laquelle un échec n'a aucune conséquence sur le produit ou la sécurité. | Fissures, poussière, détérioration du revêtement, corrosion et performances d'application imprévisibles. |
| Commander une taille sur mesure. | Pièces d'origine, production en série et dimensions d'assemblage stables. | Nécessite un plan et une validation technique. |
| Aimant avec trou ou tête fraisée sur mesure. | Fixations à vis, dispositifs de fixation et ensembles. | La position des trous et les contraintes mécaniques doivent correspondre aux spécifications de conception. |
| Ensemble magnétique sur mesure. | Exigences complexes en matière d'orientation des forces, de protection ou d'installation. | Cela nécessite une analyse de l'application et une expertise technique. |
| En utilisant plusieurs petits aimants. | Conceptions dans lesquelles il est difficile de fabriquer ou d'assembler un seul aimant de grande taille. | Le champ magnétique ainsi généré peut différer de celui d'un aimant monobloc. |
Si la pièce est destinée à être intégrée dans un produit, une machine, un moteur, un capteur ou un ensemble exporté, la fabrication sur mesure offre généralement des dimensions, une protection et des performances magnétiques plus prévisibles.
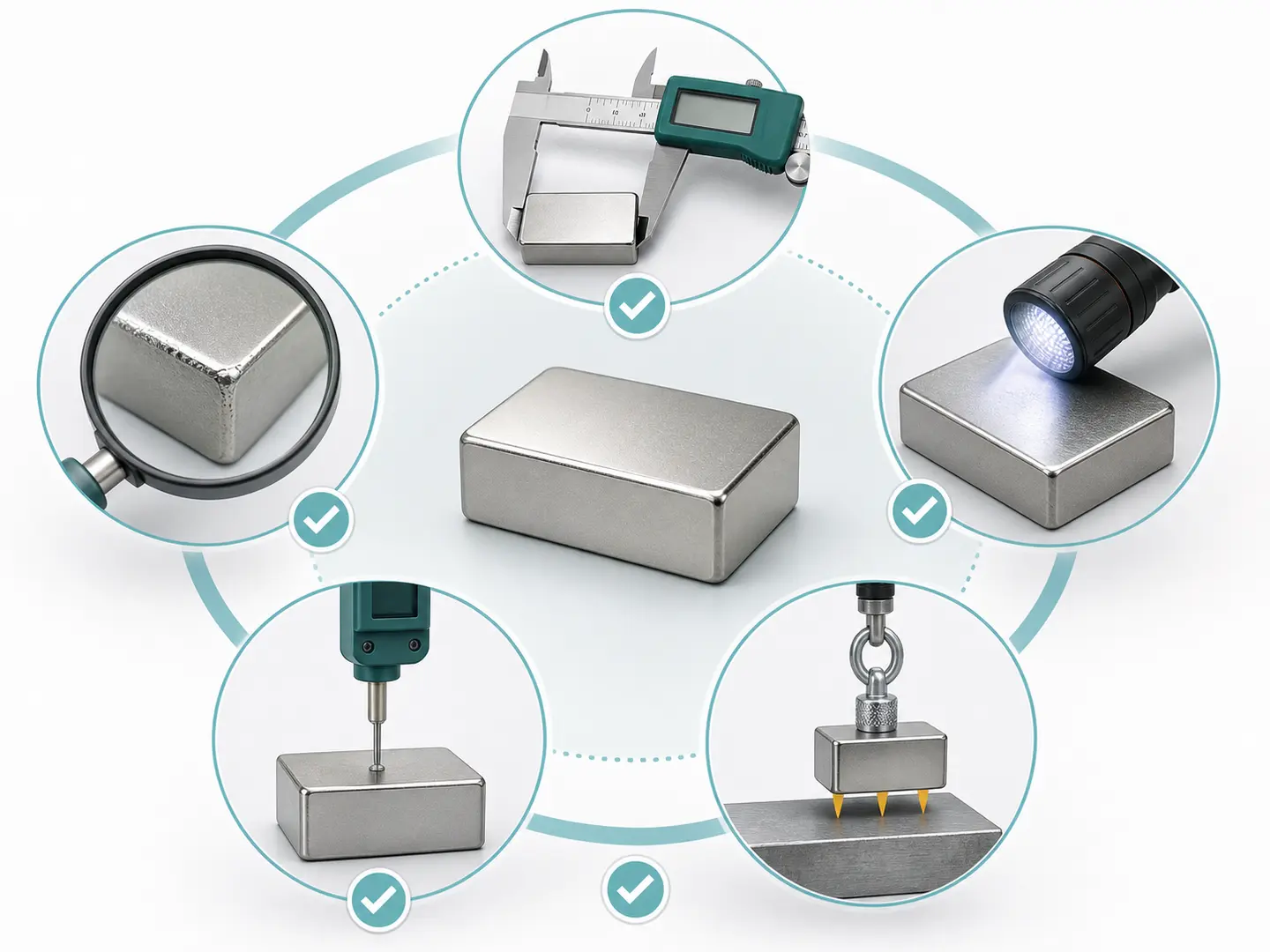
Que faut-il vérifier après l'usinage professionnel d'aimants ?
Le plan de réception doit correspondre au plan technique et à la fonction réelle de l'aimant. Un simple contrôle visuel ne suffit pas à vérifier les cotes ou les performances magnétiques.
| Vérifier | Objectif | Condition à définir |
|---|---|---|
| Dimensions et tolérances | Vérifiez l'ajustement et le jeu de montage. | Cotes du dessin, point de référence et méthode de contrôle. |
| Bords et fissures visibles | Repérez les éclats ou les dommages susceptibles d'affecter la manipulation et le montage. | Conditions limites admissibles et critères d'acceptation visuelle. |
| État du revêtement | Vérifiez si la protection anticorrosion est toujours adéquate. | Type de revêtement, environnement et limites relatives aux surfaces exposées. |
| Sortie magnétique | Vérifiez les exigences applicables en matière de champ ou de force. | Point de mesure, entrefer, dispositif de fixation, cible et tolérance. |
| Performances de l'Assemblée | Vérifiez que la pièce modifiée fonctionne correctement dans le circuit magnétique prévu. | Exemples représentatifs de logements, de matériaux cibles, de températures et d'écart de travail. |
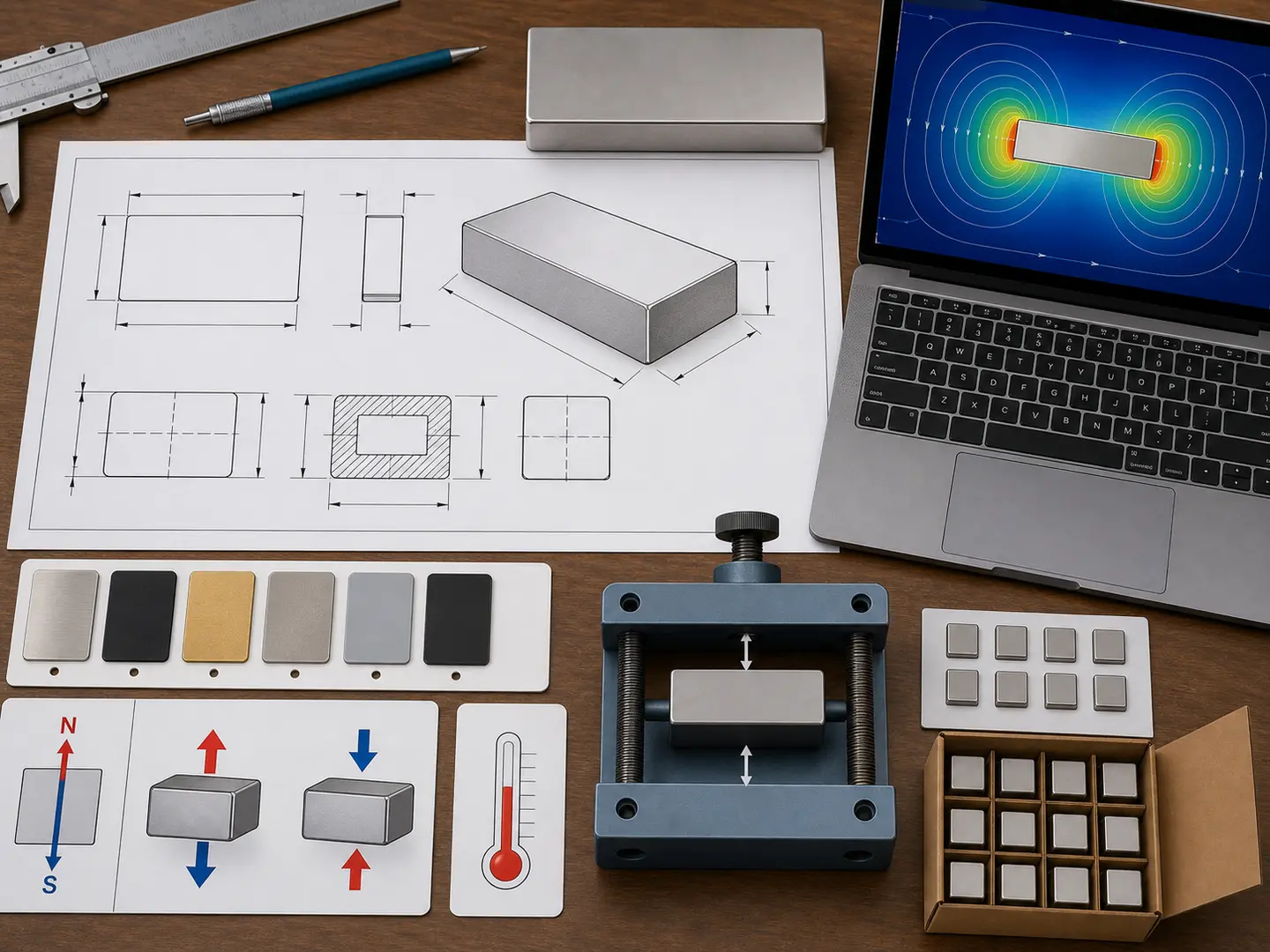
Quelles informations devez-vous fournir pour obtenir un devis pour des aimants personnalisés ?
Fournir des informations claires sur le projet aide le fournisseur à choisir un processus de fabrication réaliste avant la réalisation des échantillons.
- Forme et dimensions de l'aimant.
- Un dessin en 2D ou un fichier 3D.
- Tolérances requises.
- Qualité magnétique ou performances magnétiques requises.
- Revêtement et environnement d'exploitation.
- Direction de magnétisation ou configuration des pôles.
- Température maximale de fonctionnement.
- Entrefer de travail.
- Force de traction, intensité de champ en gauss, ou cible de champ et ses conditions d'essai.
- Méthode de montage et de fixation.
- Quantité d'échantillons et volume de production prévu.
Si la nuance, le revêtement ou le sens de magnétisation ne sont pas encore connus, décrivez l'application et les conditions d'utilisation. Cela fournit à l'équipe d'ingénieurs des informations plus utiles que le simple choix d'une nuance en fonction de sa résistance.
Comment OSENC peut-il vous aider dans le cadre d'un projet d'aimants en néodyme sur mesure ?
OSENC commence par examiner la demande plutôt que de recommander une taille en se basant uniquement sur les dimensions. Un aimant qui s'adapte physiquement peut tout de même présenter des performances insuffisantes si le revêtement, la température de fonctionnement, l'entrefer, la force d'attraction ou le sens de magnétisation ne sont pas adaptés.
Vous pouvez nous envoyer un croquis, une photo d'exemple, les dimensions requises, le revêtement souhaité, la température de fonctionnement et les performances magnétiques recherchées. OSENC pourra alors vous aider à déterminer la meilleure solution : un aimant sur mesure, une conception avec trou ou fente, un revêtement différent, un ensemble d'aimants plus petit ou un module magnétique.
Cette analyse est utile pour les moteurs, les capteurs, les composants d'équipements médicaux, les accouplements magnétiques, les dispositifs de fixation et d'autres applications dans lesquelles la découpe d'un aimant fini peut présenter plus de risques qu'elle n'en résout.
Vous avez besoin d'un aimant dont la taille, le trou, la fente ou la forme ne sont pas disponibles parmi notre gamme standard ?
Envoyez-nous votre schéma, les dimensions requises, le revêtement, la température de fonctionnement, le sens de magnétisation et les performances magnétiques visées. OSENC pourra alors déterminer si un usinage sur mesure, une nouvelle conception de l'aimant ou un ensemble magnétique constitue la solution la plus fiable.
Demander une évaluation d'un aimant personnaliséFoire aux questions sur la découpe des aimants en néodyme
Puis-je découper un aimant en néodyme chez moi ?
Ce n'est pas recommandé. Les aimants en néodyme sont fragiles, et leur découpe peut générer des éclats coupants, de la poussière fine, de la chaleur et endommager le revêtement. Il est plus sûr et plus fiable de commander directement la taille souhaitée.
Peut-on percer un trou dans un aimant en néodyme ?
Le perçage d'un aimant en néodyme déjà fini présente des risques. La pièce peut se fissurer, surchauffer ou perdre la couche de protection autour du trou. Il est généralement recommandé de préciser, avant la finition, s'il s'agit d'un aimant annulaire, d'un trou sur mesure ou d'un aimant à tête fraisée.
Les aimants en néodyme peuvent-ils être usinés par CNC ?
Ils peuvent être usinés à l'aide de rectifieuses spécialisées à commande numérique (CNC) et d'équipements connexes. Le fraisage ou le tournage conventionnel à commande numérique (CNC) avec des outils de coupe standard n'est généralement pas adapté au NdFeB fritté, qui est un matériau fragile.
Le fait de couper un aimant détruit-il son magnétisme ?
Ce n'est pas forcément le cas, mais la découpe modifie les dimensions de l'aimant et la répartition de son champ magnétique. La chaleur et les dommages physiques peuvent également entraîner une perte irréversible de performances ; la pièce modifiée risque donc de ne plus répondre aux exigences de l'application.
Les aimants en néodyme découpés doivent-ils être recouverts d'un nouveau revêtement ?
Si l'usinage endommage le revêtement d'origine, la surface exposée en NdFeB doit bénéficier d'une protection anticorrosion adaptée. En fonction de l'environnement, des tolérances et du processus de fabrication, cela peut nécessiter un nouveau revêtement complet, l'application d'une finition protectrice par un professionnel, ou encore une refonte de la conception de l'aimant afin que l'usinage soit effectué avant le revêtement.
L'électroérosion à fil est-elle adaptée aux aimants en néodyme ?
L'électroérosion à fil peut être utilisée pour certaines formes en NdFeB dans des conditions de fabrication contrôlées. Son adéquation dépend du matériau, des dimensions, des tolérances, des exigences en matière de surface et du processus de production. La surface usinée doit également être évaluée en vue de son nettoyage, de sa protection contre la corrosion et de son revêtement final.
Est-il moins cher de découper soi-même des aimants ou d'en commander sur mesure ?
La découpe peut sembler plus économique pour une expérience ponctuelle. En revanche, dans le cadre d'une utilisation industrielle, les aimants sur mesure permettent généralement de réduire les risques de casse, de défaillance du revêtement, de variation des performances, de travail d'inspection et de répétition de la production.
Que dois-je faire si mon aimant n'est pas de la bonne taille ?
Ne le découpez pas tout de suite. Vérifiez s'il est possible d'utiliser un autre format de matériau, plusieurs aimants plus petits, un boîtier différent ou un aimant sur mesure. Pour une production en série, la fabrication d'un aimant à la bonne taille est généralement la solution la plus fiable.
Note technique : Cet article fournit des recommandations générales concernant les risques liés à l'usinage des aimants NdFeB. La méthode de fabrication, les mesures de sécurité, le revêtement et la vérification magnétique doivent être validés pour chaque modèle d'aimant et chaque environnement d'exploitation.
Publié par OSENC.