Demagnetization is the process of reducing or removing unwanted residual magnetism from a material, workpiece, tool, or component.
In manufacturing, the demagnetization process is important because residual magnetism can attract metal chips, affect machining quality, interfere with welding, disturb coating or electroplating, create cleaning problems, and reduce measurement accuracy.
A workpiece does not always need to become completely non-magnetic. In most industrial cases, the goal is to reduce residual magnetism to an acceptable level for the next process, inspection step, or final application.

Quick Answer: What Is Demagnetization?
Demagnetization is the process of reducing or removing unwanted residual magnetism from a material, workpiece, tool, or component.
In manufacturing, the demagnetization process is important because residual magnetism can cause practical production problems. It may attract metal chips, disturb welding, affect coating or electroplating, create cleaning issues, interfere with measurement, or lead to assembly contamination.
Why the Demagnetization Process Is Important
The demagnetization process is important because residual magnetism can create practical problems in production.
A magnetized workpiece may attract metal chips, grinding dust, small screws, cutting particles, or other ferromagnetic debris. These particles can stay on the surface and affect cleaning, machining, measuring, coating, or assembly.
In precision manufacturing, even a small amount of unwanted magnetism can cause quality problems. It may affect surface finish, increase tool wear, disturb welding, create coating defects, or interfere with testing equipment.
Demagnetization is often used before or after:
- Machining
- Grinding
- Drilling
- Welding
- Electroplating
- Coating
- Cleaning
- Assembly
- Magnetic particle inspection
- Eddy current testing
- Final quality inspection
For this reason, demagnetization should be treated as a quality-control process, not just a finishing step.
What Causes Residual Magnetism?
Residual magnetism is the magnetic field that remains in a material after it has been exposed to a magnetic field, electric current, magnetic fixture, or other magnetizing influence.
Common causes of residual magnetism include:
- Magnetic clamping during machining
- Magnetic lifting and handling
- Contact with permanent magnets
- Drilling, milling, turning, grinding, or sawing
- Welding or current flow through the part
- Induction hardening
- Bending, forming, or pressing
- Laser marking
- Magnetic particle inspection
- Storage near strong magnetic fields
- Contact with magnetized tools or fixtures
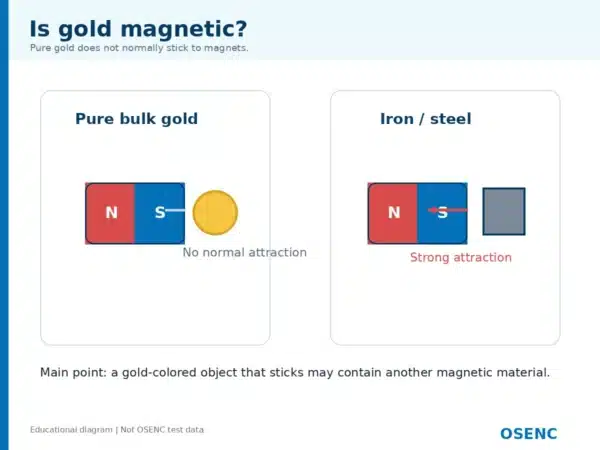
Ferromagnetic materials are more likely to retain residual magnetism. These include many steels, cast iron, nickel, cobalt, and some alloys. Some stainless steels are much less magnetic, but certain stainless steel parts can become magnetic after forming, machining, or cold working.
What Problems Can Residual Magnetism Cause?

Residual magnetism can affect more than one production step. A part may look acceptable, but unwanted magnetism can still create problems during cleaning, welding, measuring, surface treatment, or assembly.
| Problem | Why It Matters |
| Metal chips stick to the workpiece | Chips can affect cleaning, machining, surface finish, and final assembly. |
| Grinding dust remains on the surface | Fine particles may reduce surface quality and increase cleaning work. |
| Welding arc deflection | Residual magnetism can disturb the welding arc and cause unstable welds. |
| Coating or electroplating defects | Metallic particles may create contamination, uneven coating, or poor surface results. |
| Cleaning problems | Magnetic particles may remain attached after normal washing or air blowing. |
| Measurement errors | Residual fields may affect measuring devices or inspection accuracy. |
| Eddy current testing errors | Unwanted magnetic fields can interfere with non-destructive testing and create false rejection. |
| Assembly contamination | Small metal particles may remain on precision parts and affect final performance. |
| Increased tool wear | Sticking chips and particles can damage tools, surfaces, and fixtures. |
The most important point is simple: residual magnetism can create hidden quality risks. Demagnetization helps reduce those risks before they become production defects, rework, or customer complaints.
How Does the Demagnetization Process Work?

The demagnetization process usually works by exposing the part to an alternating magnetic field that gradually decreases in strength.
This alternating field changes the magnetic direction inside the material again and again. As the field becomes weaker, the magnetic domains become less aligned. The remaining magnetic field is then reduced.
A simple process looks like this:
- The workpiece contains unwanted residual magnetism.
- A demagnetizer applies an alternating magnetic field.
- The field strength gradually decreases.
- The magnetic domains become less aligned.
- The residual magnetic field becomes weaker.
- The result is checked with a magnetic field measuring device.
The final result depends on the workpiece material, size, shape, wall thickness, initial magnetization level, demagnetizer type, field strength, frequency, and process speed.
Common Demagnetization Methods

There is no single demagnetization method that fits every part. The right method depends on workpiece size, geometry, material, production volume, and the required residual magnetism limit.
Alternating Field Demagnetization
Alternating field demagnetization is one of the most common industrial methods.
The workpiece is exposed to an alternating magnetic field, and the field strength is gradually reduced. This method is widely used because it is practical for many steel workpieces, tools, machined parts, and components.
Tunnel Demagnetizers
Tunnel demagnetizers are often used in production lines.
Parts pass through a demagnetizing tunnel, usually by hand, conveyor, or roller system. This method is suitable for repeated production parts, batch processing, and workpieces with regular shapes.
Table or Plate Demagnetizers
Table demagnetizers are often used for flat parts, tools, small workpieces, or workshop applications.
The part is moved across the demagnetizing surface. This method is practical for manual workstations, machining areas, inspection areas, and repair shops.
Handheld Demagnetizers
Handheld demagnetizers are useful for large, irregular, or hard-to-move workpieces.
The operator moves the device across the workpiece surface to reduce residual magnetism. This method is flexible, but the final result depends strongly on operator technique, part geometry, and measurement after demagnetization.
Pulse Demagnetization
Pulse demagnetization uses a controlled magnetic pulse that rises and then decreases in a controlled way.
This method may be used when a more controlled demagnetizing process is needed, especially for parts with specific geometry or residual magnetism requirements.
Where Is Demagnetization Used?
Demagnetization is used in many industrial fields where residual magnetism can affect production quality, cleanliness, inspection, or final performance.
| Application Area | Why Demagnetization Matters |
| Machining | Helps prevent chips from sticking to workpieces, tools, and fixtures. |
| Grinding and lapping | Helps reduce adhesion of fine metal particles and grinding dust. |
| Welding | Helps reduce arc deflection and unstable weld seams. |
| Electroplating and coating | Helps reduce particle contamination and surface defects. |
| Cleaning | Makes it easier to remove metallic particles from the part surface. |
| Assembly | Helps prevent small metal particles from staying on precision parts. |
| Eddy current testing | Helps reduce testing interference and false rejection. |
| Magnetic particle inspection | Helps remove residual magnetism after inspection. |
| Precision components | Helps improve cleanliness, measurement reliability, and final quality. |
| Fasteners and screws | Helps reduce residual chips before final cleaning, packing, or assembly. |
| Automotive parts | Helps support cleaner surfaces and more reliable inspection. |
| Mold and tooling parts | Helps prevent chips, dust, and particles from sticking during processing. |
How to Check Whether Demagnetization Is Successful
A demagnetized part should be checked with a gauss meter or magnetic field measuring device. Visual inspection alone is not enough.
The acceptable residual magnetism level depends on the next process, customer specification, industry requirement, or inspection method. Some processes accept a low residual field. Others need stricter limits.
Important checking points include:
- Measure more than one area of the workpiece.
- Check edges, holes, corners, grooves, and long surfaces.
- Check both before and after demagnetization.
- Use the same measuring method for repeated comparison.
- Repeat the demagnetization process if the residual field is still too high.
- Use the customer specification or process requirement as the final standard.
Absolute zero magnetism is usually not realistic or necessary. A practical goal is to reduce residual magnetism below the level that causes production, inspection, or functional problems.
Demagnetization vs Degaussing: Are They the Same?
Demagnetization and degaussing are often used in similar ways, but the meaning depends on the industry.
In manufacturing, demagnetization usually means reducing unwanted residual magnetism in workpieces, tools, parts, or components.
Degaussing is also used to describe the reduction or removal of magnetic fields. It is common in electronics, data storage, ship magnetic signature reduction, and industrial demagnetizing applications.
For many manufacturing users, both terms point to the same practical goal: reducing unwanted magnetism so the part can move safely into the next process.
Does Demagnetization Make Steel Non-Magnetic?
No. Demagnetization does not turn magnetic steel into non-magnetic steel.
It removes or reduces the current magnetized state of the workpiece. It does not change the basic material structure. Ferritic or martensitic steel can become magnetized again if it is exposed to a magnetic field, magnetic clamping, electric current, or magnetic inspection process.
This is an important distinction. Demagnetization solves unwanted residual magnetism. It does not convert the material into a non-magnetic alloy.
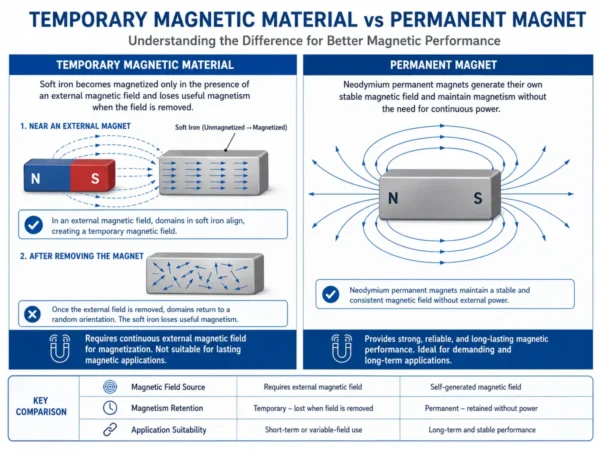
Demagnetization for Workpieces vs Permanent Magnets

Demagnetizing a workpiece is different from demagnetizing a permanent magnet.
A magnetized steel workpiece may only have unwanted residual magnetism. The goal is usually to reduce that residual field to a safe or acceptable level.
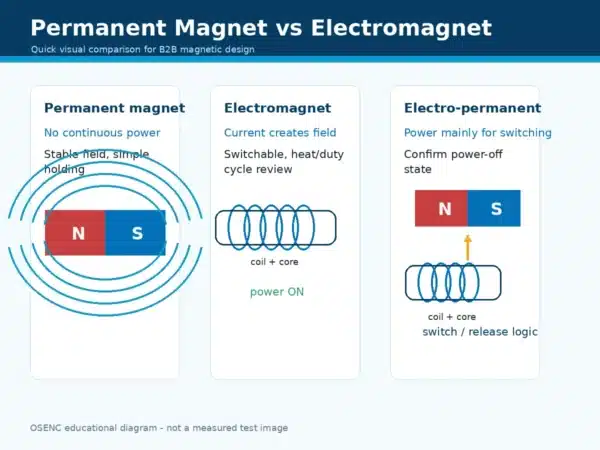
A permanent magnet is designed to keep its magnetism. For example, neodymium magnets are made to provide strong and stable magnetic performance. Accidentally demagnetizing a permanent magnet can reduce its holding force, field strength, or final product performance.
This difference matters in manufacturing. Workpieces may need demagnetization before welding, coating, cleaning, or inspection. Permanent magnets usually need protection from demagnetization caused by excessive heat, strong opposing magnetic fields, poor design, or incorrect handling.
For custom neodymium magnets, the magnet grade, operating temperature, coating, magnetization direction, and application environment should be reviewed carefully before production.
Common Mistakes About Demagnetization
Mistake 1: Thinking Demagnetization Always Means Zero Magnetism
In most production cases, zero magnetism is not the real target. The goal is to reduce residual magnetism below the level that affects the next process or final use.
Mistake 2: Checking Only One Point on the Workpiece
Residual magnetism may not be evenly distributed. Edges, holes, corners, grooves, and long surfaces may show different readings. Several points should be checked.
Mistake 3: Using the Wrong Demagnetizer
A handheld demagnetizer may work for some large or irregular parts. A table demagnetizer may be better for flat parts. A tunnel demagnetizer may be better for production-line parts. The wrong equipment may leave residual magnetism in the part.
Mistake 4: Forgetting to Measure After Demagnetization
Demagnetization should be verified. A part may still have residual magnetism even after one pass through a demagnetizer.
Mistake 5: Treating Workpieces and Permanent Magnets the Same Way
A workpiece with residual magnetism and a permanent magnet are not the same. A workpiece may need demagnetization. A permanent magnet usually needs protection from accidental demagnetization.
How Osenc Understands Demagnetization in Magnet Manufacturing
Osenc focuses on permanent magnets, custom NdFeB magnets, and magnetic assemblies. In magnet-related projects, demagnetization must be understood carefully because the goal is not always to remove magnetism.
For steel workpieces, demagnetization is often used to reduce unwanted residual magnetism before machining, coating, cleaning, inspection, or assembly.
For permanent magnets, the focus is usually different. The goal is to maintain stable magnetic performance and avoid unwanted demagnetization caused by heat, opposing magnetic fields, poor material grade selection, or unsuitable application conditions.
Osenc can support customers with magnet material selection, magnet grade review, coating selection, magnetization direction, dimensional requirements, and magnetic assembly design. This helps reduce the risk of choosing a magnet that is strong on paper but unsuitable for the real working environment.
When Should a Workpiece Be Demagnetized?
A workpiece should be considered for demagnetization when residual magnetism may affect the next step of production or inspection.
Demagnetization is especially important before:
- Precision machining
- Final cleaning
- Welding
- Surface coating
- Electroplating
- Assembly
- Measuring
- Hardness testing
- Eddy current testing
- Packaging of precision metal parts
- Delivery to customers with residual magnetism requirements
It is also useful after magnetic particle inspection or magnetic clamping, because these processes can leave unwanted magnetism in the part.
What Information Is Needed Before Choosing a Demagnetization Method?
Before choosing a demagnetization method, several details should be reviewed:
- Workpiece material
- Workpiece size
- Wall thickness
- Shape and geometry
- Initial residual magnetism level
- Target residual magnetism limit
- Production volume
- Whether the part is flat, long, round, irregular, or assembled
- Whether the part can pass through a tunnel demagnetizer
- Whether the part must be handled manually
- Whether the next process is machining, welding, coating, cleaning, measuring, or testing
This information helps determine whether a handheld, table, tunnel, or pulse demagnetizing method is more suitable.
FAQ
What is demagnetization?
Demagnetization is the process of reducing or removing unwanted residual magnetism from a material, workpiece, tool, or component.
Why is the demagnetization process important?
The demagnetization process is important because residual magnetism can attract metal particles, affect machining quality, interfere with welding, create coating defects, reduce cleaning efficiency, and cause measurement or inspection errors.
What is residual magnetism?
Residual magnetism is the magnetic field that remains in a material after it has been exposed to a magnetic field, electric current, magnetic clamping, machining, magnetic inspection, or another magnetizing influence.
How does a demagnetizer work?
A demagnetizer usually applies an alternating magnetic field that gradually decreases. This reduces the alignment of magnetic domains inside the material and lowers the residual magnetic field.
Is demagnetization the same as degaussing?
In many industrial contexts, demagnetization and degaussing are used in a similar way. Both describe reducing unwanted residual magnetism, although degaussing is also commonly used for electronics, data storage, and magnetic signature reduction.
Does demagnetization make steel non-magnetic?
No. Demagnetization removes or reduces the existing magnetized state, but it does not change the steel’s material structure. Ferromagnetic steel can become magnetized again.
When should workpieces be demagnetized?
Workpieces should be demagnetized before or after processes where residual magnetism can cause problems, such as machining, welding, coating, electroplating, cleaning, assembly, measuring, or non-destructive testing.
How is residual magnetism measured?
Residual magnetism is usually measured with a gauss meter or magnetic field measuring device. The acceptable limit depends on the process requirement or customer specification.
Can a permanent magnet be demagnetized?
Yes. A permanent magnet can lose magnetic strength if it is exposed to excessive heat, strong opposing magnetic fields, mechanical damage, or unsuitable working conditions. This is usually unwanted and should be avoided in magnet applications.
Does every workpiece need demagnetization?
No. Demagnetization is needed when residual magnetism may affect production, cleaning, welding, coating, measuring, inspection, assembly, or final use.
Conclusion
Demagnetization is important because unwanted residual magnetism can create real production problems. It can attract metal chips, affect machining, disturb welding, reduce cleaning quality, cause coating defects, and interfere with measurement or inspection.
The key is not always to reach zero magnetism. The better goal is to reduce residual magnetism to an acceptable level for the next process or final application.
For manufacturing workpieces, demagnetization helps improve process stability and product quality. For permanent magnets, the focus is different: magnet performance should be protected from accidental demagnetization through proper grade selection, temperature review, coating choice, magnetization direction, and application design.
Need help choosing magnets for an application where magnetic performance, residual magnetism, temperature, coating, or magnetization direction matters?
Osenc can support custom neodymium magnets, magnetic assemblies, material selection, magnetization direction review, and application-based magnet design