Wybór najlepszego kleju do magnesów zależy od powłoki magnesu, materiału, z którym ma być połączony, kierunku obciążenia, warunków otoczenia, szczeliny między elementami oraz procesu produkcyjnego. Nie ma jednego kleju, który byłby najlepszy do każdego zestawu magnesów neodymowych.
W przypadku trwałych połączeń przemysłowych inżynierowie często najpierw rozważają zastosowanie dwuskładnikowych klejów epoksydowych lub strukturalnych klejów akrylowych. Klej cyjanoakrylowy może być odpowiedni do małych, ściśle dopasowanych elementów, natomiast kleje elastyczne lub taśmy samoprzylepne wymagają weryfikacji pod kątem konkretnego zastosowania. Oficjalne wytyczne firmy Permabond dotyczące łączenia elementów za pomocą magnesów potwierdzają, że w zależności od wymagań produkcyjnych i zastosowania można rozważyć kilka rodzin klejów. Wskazówki dotyczące łączenia magnesów za pomocą kleju Permabond
Niniejszy przewodnik dotyczy klejów nakładanych na zewnątrz: płynnych, konstrukcyjnych, elastycznych oraz w postaci taśm. Magnesy z fabrycznie nałożonym klejem stanowią osobną opcję mocowania.
Przed rozpoczęciem produkcji:
- Należy zidentyfikować powłokę magnesu oraz rzeczywistą powierzchnię styku.
- Należy określić, w jaki sposób połączenie będzie obciążone.
- Należy sprawdzić temperaturę, wilgotność, obecność substancji chemicznych, wibracje i uderzenia.
- Zapoznaj się z aktualnymi kartami technicznymi (TDS) i kartami charakterystyki substancji niebezpiecznej (SDS) wybranego kleju.
- Należy przetestować reprezentatywne zespoły w rzeczywistych warunkach eksploatacyjnych.
Który rodzaj kleju warto rozważyć?
Poniższa tabela stanowi narzędzie do wstępnej oceny, a nie zatwierdzenie produktu.
| Rodzaj kleju | Dlaczego warto to ocenić | Kwestie, które należy sprawdzić przed dokonaniem wyboru |
|---|---|---|
| Dwuskładnikowa żywica epoksydowa | Trwałe, sztywne zespoły i połączenia, które mogą wymagać pewnej zdolności do kompensacji szczelin | Czy dany produkt zapewnia trwałe połączenie obu powierzchni? Jakie wartości szczeliny, proporcji mieszania, czasu wiązania, pełnego utwardzenia oraz warunków otoczenia dopuszcza karta techniczna (TDS) tego produktu? |
| Akryl konstrukcyjny | Zespoły metalowe i procesy produkcyjne, które mogą wymagać szybszej obsługi | Czy wymaga to użycia aktywatora lub podkładu? Czy jest to zgodne z powłoką magnetyczną, podłożem, szczeliną i procesem produkcyjnym? |
| Cyjanoakrylan | Małe, ściśle dopasowane elementy, które wymagają szybkiego zamocowania | Czy wytrzyma rzeczywiste obciążenia, odpryski, uderzenia, wilgoć, temperaturę oraz okres eksploatacji? |
| Klej elastyczny lub poliuretanowy | Zespoły, w których ruch lub różnice w rozszerzalności cieplnej mogą mieć znaczenie | Czy zapewnia wystarczającą sztywność i odporność na czynniki środowiskowe przy wymaganym obciążeniu? |
| Taśma samoprzylepna | Płaskie powierzchnie i procesy mocowania wymagające kontrolowanej grubości | Czy w rzeczywistym położeniu wytrzyma długotrwałe obciążenie, działanie czynników zewnętrznych na krawędziach, temperaturę, wilgoć oraz pełzanie? |
Różne składy chemiczne klejów charakteryzują się odmiennymi właściwościami w zakresie przygotowania powierzchni, czasu otwartego, narastania wytrzymałości, elastyczności oraz odporności na uderzenia. Wybór należy zatem dokonywać na poziomie konkretnego produktu, a nie tylko na podstawie nazwy rodziny produktów. Materiały dotyczące klejów konstrukcyjnych firmy 3M
Czy klej epoksydowy jest zawsze najlepszym klejem do magnesów?
Nie. Żywice epoksydowe stanowią jedną z możliwych grup klejów, jednak produkty epoksydowe różnią się między sobą sztywnością, zdolnością do wypełniania szczelin, procesem utwardzania, odpornością na temperaturę oraz kompatybilnością z podłożem.
Produkt, który sprawdza się w przypadku sztywnego zespołu stalowego, może nie nadawać się do obudowy z tworzywa sztucznego, w warunkach powtarzających się uderzeń, przy szybkim cyklu produkcyjnym lub przy dużej różnicy w rozszerzalności cieplnej.
Kiedy należy rozważyć zastosowanie strukturalnego kleju akrylowego?
Produkty akrylowe o właściwościach konstrukcyjnych są często brane pod uwagę w przypadku połączeń typu „magnes-metal” oraz procesów produkcyjnych wymagających stosunkowo szybkiego mocowania.
Niektóre produkty wymagają zastosowania aktywatora, podkładu lub specjalnego procesu mieszania. Wymóg ten należy uwzględnić już na etapie planowania produkcji, a nie dopiero po przeprowadzeniu prób.
Czy superklej jest w stanie utrzymać magnes neodymowy?
Cyjanoakrylan, potocznie nazywany „super klejem”, może sprawdzić się w przypadku niewielkich elementów o czystych, ściśle przylegających do siebie powierzchniach.
Nie należy zakładać, że szybkie utwardzenie oznacza, że połączenie jest odporne na duże szczeliny, wielokrotne odklejanie się, uderzenia, wilgoć lub długotrwałe działanie temperatury. Należy zapoznać się z dokładną dokumentacją produktu i przetestować rzeczywisty montaż.
Na co należy zwrócić uwagę przed wyborem kleju magnetycznego?
1. Jaka powłoka pokrywa magnes?
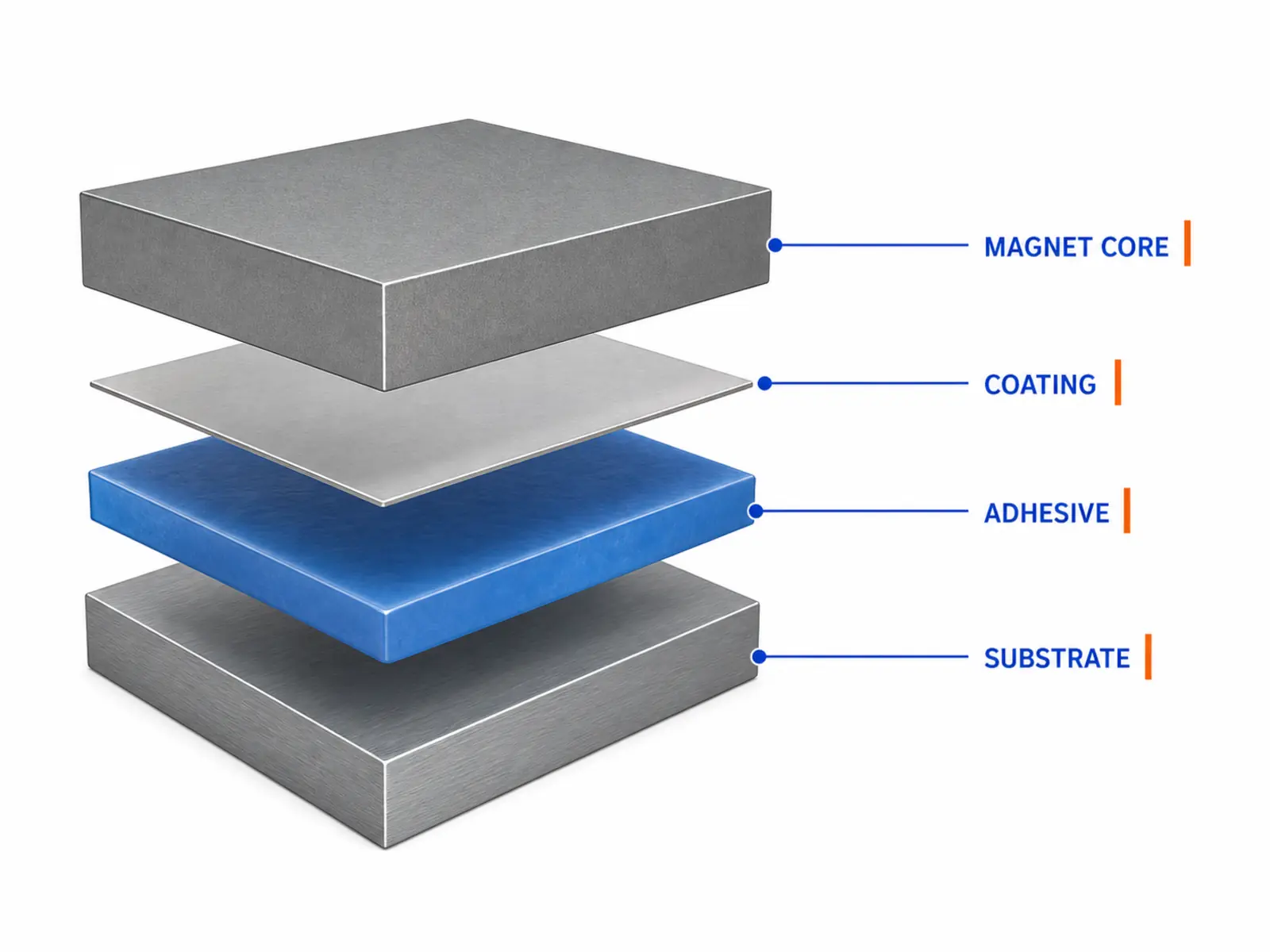
Magnes neodymowy jest zazwyczaj łączony poprzez swoją powłokę zewnętrzną. Opcje powłok oferowane przez firmę OSENC mogą obejmować powłoki NiCuNi, cynkowe, epoksydowe, złote, PTFE, parylenowe oraz inne systemy dostosowane do konkretnych projektów.
Klej musi zatem wiązać powłokę — a nie tylko “neodym”.”
Materiał NdFeB jest podatny na korozję i zazwyczaj zabezpieczany jest powłoką. Uszkodzenie tej powłoki podczas przygotowywania powierzchni może stwarzać ryzyko korozji. Wytyczne firmy Arnold Magnetic Technologies dotyczące produkcji magnesów
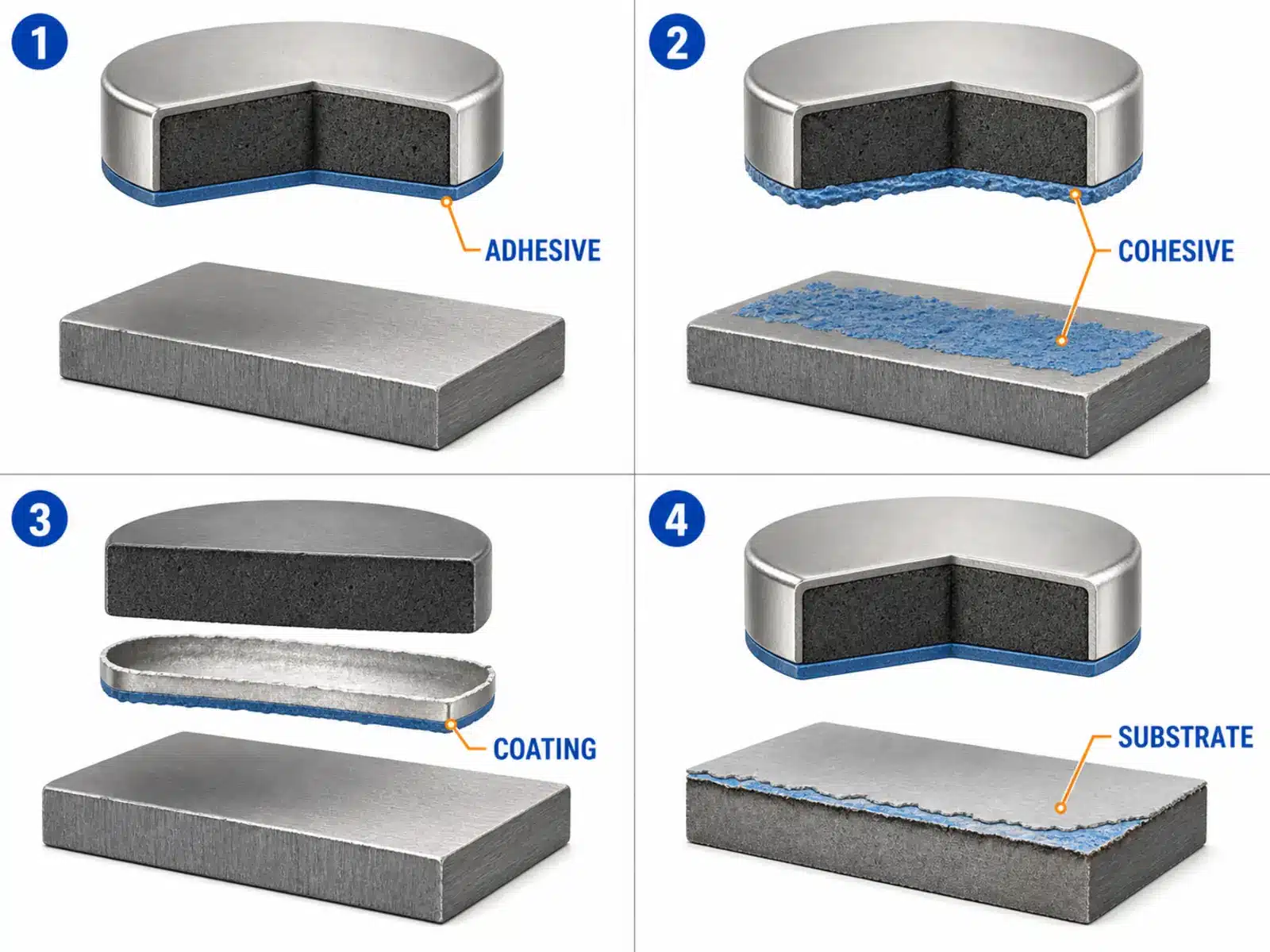
Do potencjalnych miejsc awarii należą:
- Pomiędzy warstwą kleju a powłoką magnetyczną.
- Wewnątrz kleju.
- Wewnątrz systemu powłokowego.
- Pomiędzy powłoką a magnesem.
- Pomiędzy klejem a elementem łączonym.
- Pomiędzy powłoką malarską lub proszkową a metalem podstawowym.
Przed określeniem procesu łączenia należy ustalić dokładny rodzaj powłoki. Zobacz przegląd firmy OSENC dotyczący powłoki magnesów neodymowych przy opracowywaniu specyfikacji magnesu.
2. Jaka jest rzeczywista powierzchnia styku?
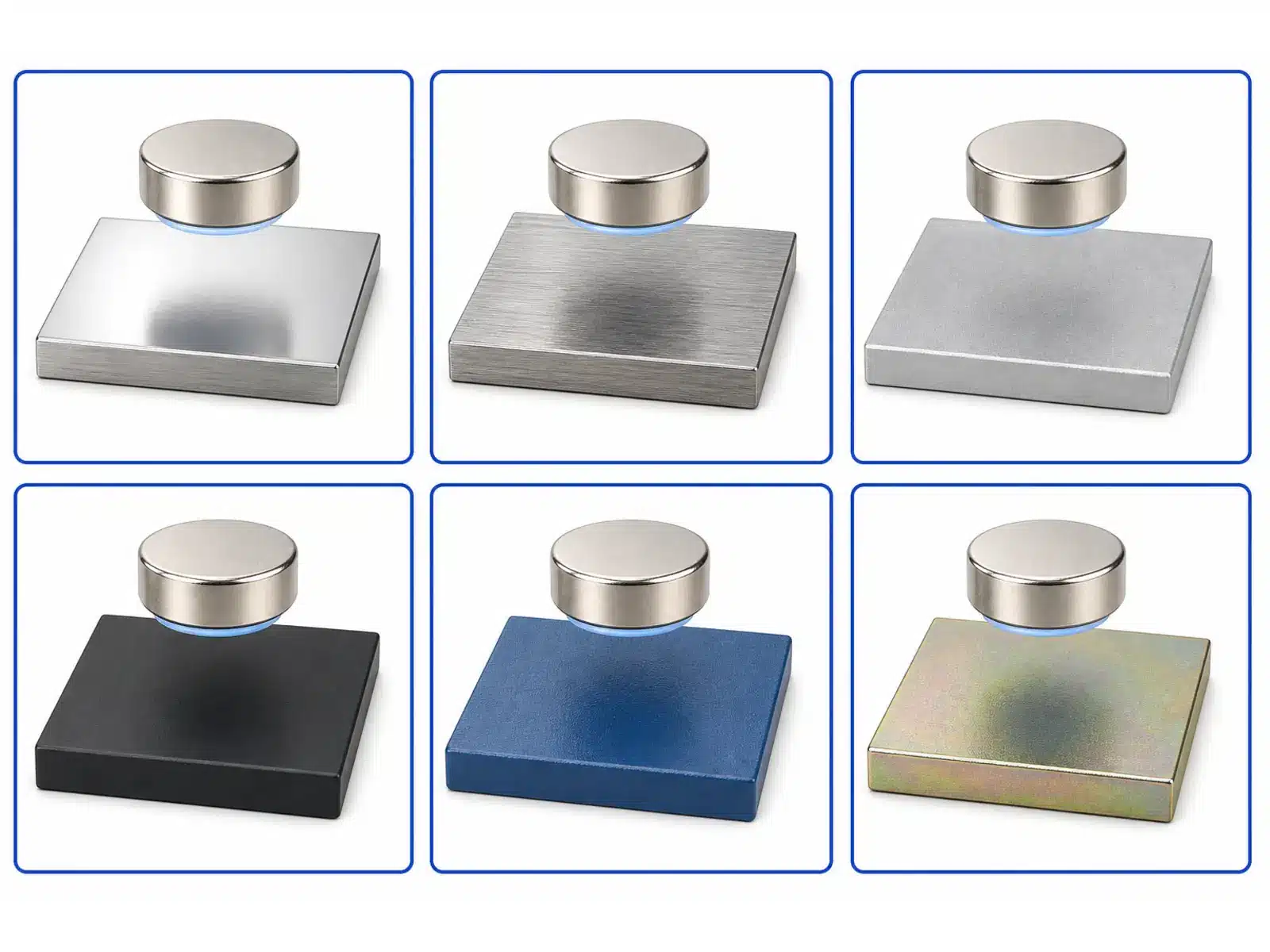
Stal, stal nierdzewna, surowe aluminium, anodowane aluminium, tworzywo sztuczne, farba i powłoka proszkowa to różne rodzaje powierzchni, na których można wykonywać połączenia.
Klej wchodzi w kontakt z wykończeniem powierzchni — a nie z materiałem podstawowym wskazanym na rysunku. Na jakość połączenia mogą wpływać olej, kurz, tlenki, środki antyadhezyjne, inhibitory korozji, farba oraz dodatki do tworzyw sztucznych.
W wytycznych firmy 3M dotyczących klejów konstrukcyjnych zaznaczono, że czyszczenie i przygotowanie powierzchni zależą od podłoża oraz wymaganej wytrzymałości połączenia. Biuletyn techniczny firmy 3M dotyczący przygotowania powierzchni
Nie należy wybierać rozpuszczalnika czyszczącego na podstawie przyzwyczajenia. Należy sprawdzić, czy jest on zgodny z instrukcją dotyczącą kleju, informacjami o kompatybilności z podłożem oraz kartą charakterystyki rozpuszczalnika (SDS).
3. Jakie obciążenia będą oddziaływać na połączenie?
W połączeniach klejonych mogą występować naprężenia rozciągające, ściskające, ścinające, odrywające oraz rozszczepiające.
Obciążenie wynikające z odrywania i rozszczepiania skupia się w pobliżu krawędzi. Przy prawidłowo zaprojektowanym połączeniu siły ścinające, rozciągające i ściskające mogą rozłożyć obciążenie na większą powierzchnię połączenia. 3M – typowe rodzaje naprężeń występujące w połączeniach klejonych
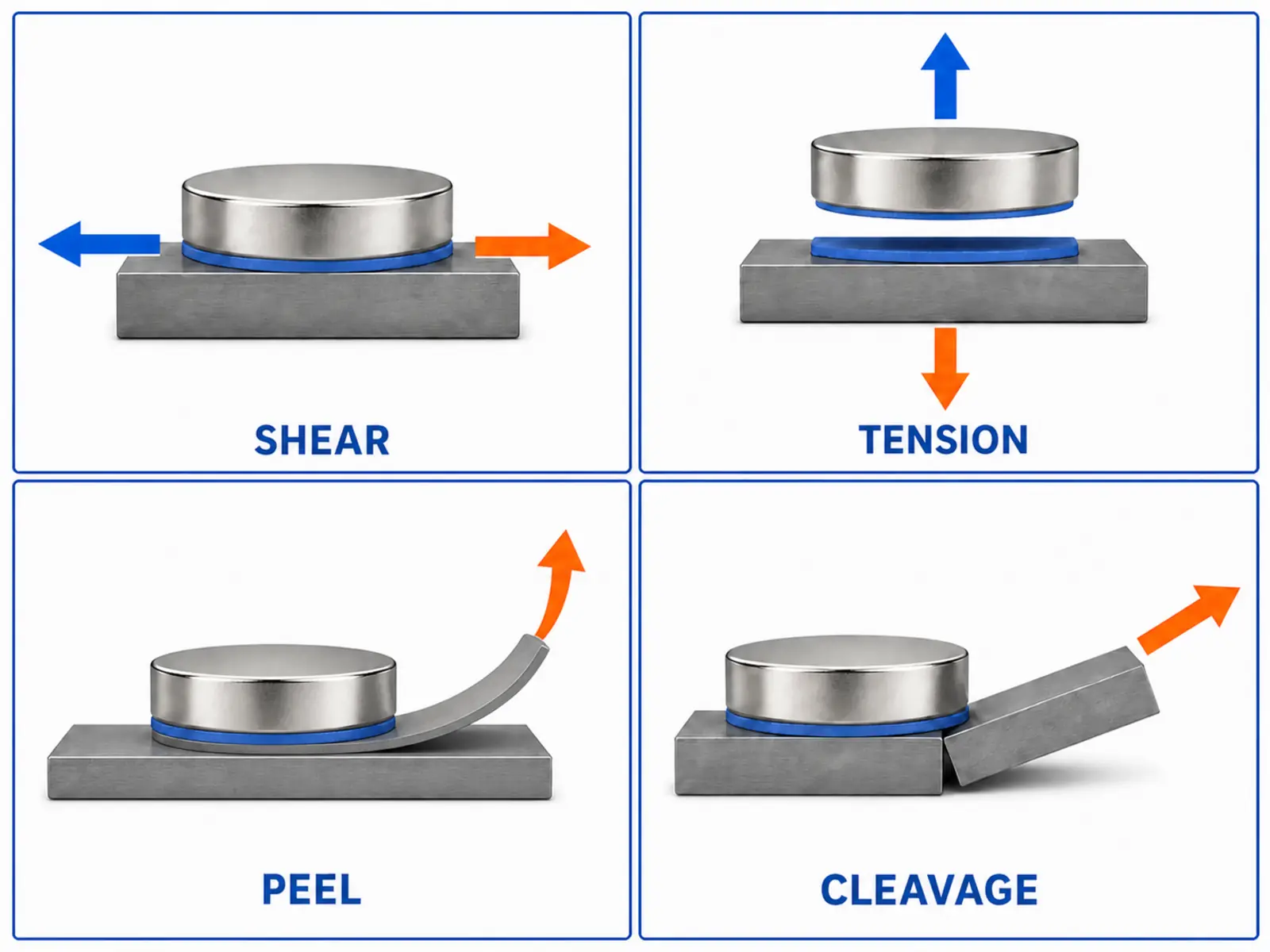
Podana siła przyciągania magnesu niekoniecznie odpowiada obciążeniu projektowemu jego połączenia klejowego. Magnes może być testowany pod kątem rozciągania w linii prostej, podczas gdy zamontowane połączenie klejowe może być narażone na obciążenia ścinające, odrywające, moment obrotowy, uderzenia lub kombinację tych obciążeń.
Należy udokumentować obie następujące kwestie:
- Wymagana funkcja magnetyczna magnesu.
- Obciążenie mechaniczne, któremu musi wytrzymać połączenie klejowe.
4. W jakich warunkach będzie pracował ten zespół?
Potwierdź:
- Minimalna i maksymalna temperatura pracy.
- Temperatura montażu i utwardzania.
- Cykl temperaturowy.
- Wilgoć lub kontakt z wodą.
- Oleje, środki czyszczące, paliwa lub inne substancje chemiczne.
- Do użytku wewnątrz lub na zewnątrz.
- Wibracje i uderzenia.
- Wymagany okres eksploatacji.
- Konsekwencje w przypadku uszkodzenia połączenia.
Nie należy mylić temperatury nakładania kleju, temperatury utwardzania, temperatury krótkotrwałej ekspozycji oraz temperatury ciągłej eksploatacji.
Gatunek magnesu, powłoka, klej, podłoże oraz sąsiednie elementy muszą być odporne na panujące warunki. Nie istnieje żadna niezależna od gatunku granica temperatury, którą można by zastosować do każdego magnesu neodymowego.
5. Jakie rodzaje rozstawów i procesów produkcyjnych są dostępne?
Potwierdź:
- Zaprojektowana szczelina kleju.
- Różnice wymiarowe między poszczególnymi elementami.
- Proporcje mieszanki, jeśli dotyczy.
- Metoda dozowania.
- Czas pracy.
- Czas na mecz.
- Warunki utwardzania całkowitego.
- Ilość produkcyjna.
- Dopuszczalne wykupienie udziałów.
- Metoda kontroli.
Czas utwardzania wstępnego nie jest tożsamy z czasem pełnego utwardzenia. Producenci klejów podają te parametry jako odrębne warunki procesu, a oba mogą się różnić w zależności od produktu i warunków utwardzania. 3M – dobór i stosowanie kleju konstrukcyjnego
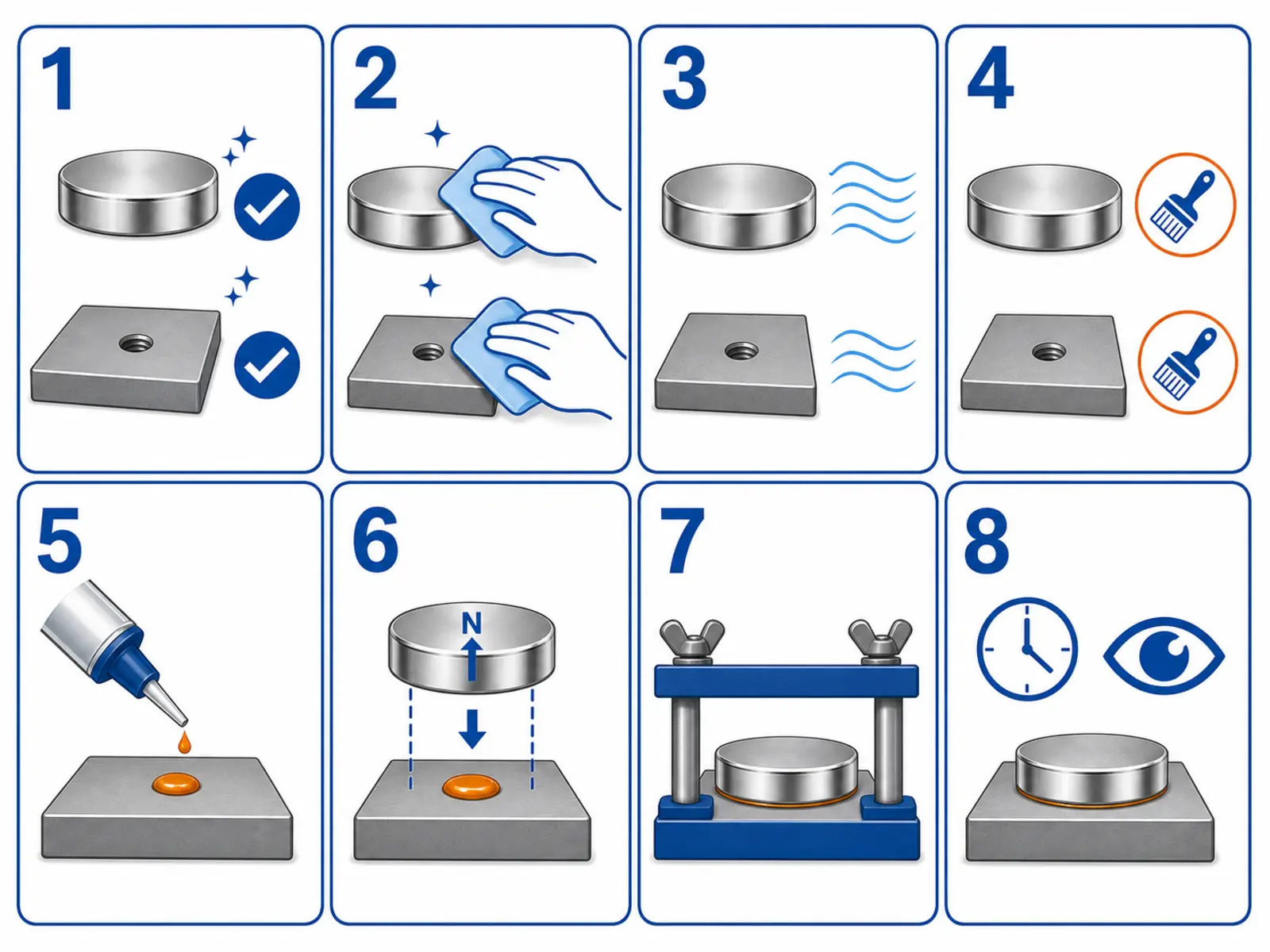
Jak krok po kroku przykleić magnesy neodymowe?
Krok 1: Zapoznaj się z instrukcjami dotyczącymi powłoki i kleju
Należy określić rodzaj powłoki magnesu, materiał, z którym ma on współpracować, oraz wykończenie powierzchni.
Zapoznaj się z aktualnymi kartami charakterystyki substancji niebezpiecznej (TDS) i kartami charakterystyki substancji niebezpiecznej (SDS) dla wybranego kleju. Sprawdź wymagania dotyczące przygotowania powierzchni, szerokości szczeliny, dozowania, proporcji mieszania, czasu wiązania, pełnego utwardzenia, temperatury, przechowywania oraz bezpieczeństwa.
Krok 2: Złóż elementy na sucho i sprawdź biegunowość
Przed nałożeniem kleju należy sprawdzić wymiary, prześwit, miejsce na klej, kierunek namagnesowania, biegunowość oraz dostęp do elementu mocującego.
Silne magnesy mogą nagle przyciągać stalowe narzędzia, elementy mocujące i inne magnesy. Należy zadbać o bezpieczeństwo w miejscu pracy, aby ograniczyć ryzyko kolizji, odprysków, przytrzaśnięć oraz błędów związanych z biegunowością.
Spiekane magnesy z metali ziem rzadkich są kruche i wymagają ostrożnego obchodzenia się z nimi. Wskazówki dotyczące doboru magnesów firmy Arnold Magnetic Technologies
Należy również sprawdzić, czy łączenie następuje przed namagnesowaniem, czy po nim. Nie ma jednej uniwersalnej, optymalnej kolejności czynności. Dostawca magnesów i podzespołów powinien przeanalizować sposób obsługi, kontrolę biegunowości, konstrukcję uchwytów, otaczające elementy oraz to, czy gotowy podzespół można namagnesować zgodnie z zamierzeniami.
Krok 3: Oczyść powierzchnie przeznaczone do klejenia
Zanieczyszczenia należy usunąć, stosując procedurę zgodną z:
- Powłoka magnetyczna.
- Podłoże do rozmnażania.
- Wybrany klej.
- Wymogi dotyczące bezpieczeństwa w miejscu pracy.
Nie należy zakładać, że jeden rozpuszczalnik sprawdzi się w przypadku każdej powłoki, tworzywa sztucznego, farby czy kleju. Przed klejeniem należy poczekać, aż powierzchnie osiągną stan wymagany zgodnie z instrukcją stosowania kleju.
Krok 4: Należy przeprowadzić wyłącznie niezbędną obróbkę powierzchni
Zastosować szlifowanie, nałożenie podkładu, obróbkę plazmową lub inną obróbkę wstępną wyłącznie wtedy, gdy jest to wymagane lub dozwolone zgodnie z instrukcją obsługi wybranego kleju oraz po upewnieniu się, że jest to zgodne z powłoką magnesu.
Nie należy stosować procesu, który powoduje uszkodzenie lub usunięcie powłoki ochronnej. Jeśli nie ma pewności co do zgodności powłoki, należy wstrzymać się i uzyskać potwierdzenie od dostawców magnesów i klejów.
Krok 5: Nałóż odpowiednią ilość kleju
Należy postępować zgodnie z zalecanym procesem dozowania i mieszania.
Zbyt mała ilość kleju może spowodować niepełne pokrycie. Zbyt duża ilość może doprowadzić do wycieku kleju, zanieczyszczenia sąsiednich powierzchni, zakłócenia ostatecznych wymiarów lub powstania niekontrolowanej szczeliny.
Nie należy szacować proporcji mieszanki dwuskładnikowej, chyba że instrukcja produktu wyraźnie zezwala na taką metodę.
Krok 6: Ustawienie i zamocowanie magnesu
Umieść magnes w prawidłowej pozycji i przytrzymaj go tak, aby się nie przesuwał ani nie obracał.
Uchwyt powinien zapewniać zachowanie wymaganego odstępu i wyrównania. Nie powinien wywierać niekontrolowanego nacisku, który powodowałby usunięcie zbyt dużej ilości kleju ze złącza.
Krok 7: Zakończ określony proces utwardzania
Należy przestrzegać czasu i temperatury podanych w karcie technicznej produktu (TDS). Nie należy obciążać ani poddawać próbie zespołu tylko dlatego, że osiągnął on wytrzymałość pozwalającą na przenoszenie.
W przypadku stosowania ogrzewania należy upewnić się, że cały cykl jest zgodny z gatunkiem magnesu, powłoką, podłożem, uchwytem, klejem oraz otaczającymi elementami.
Krok 8: Sprawdź połączenie
Sprawdź:
- Ułożenie magnesów i ich biegunowość.
- Widoczny ruch.
- Wykup obowiązkowy.
- Niekompletne pokrycie lub widoczne luki.
- Uszkodzenie powłoki.
- Wzajemne oddziaływanie z sąsiednimi elementami.
- Przestrzeganie wymogów dotyczących dokumentacji procesu utwardzania.
Kontrola wzrokowa nie pozwala potwierdzić długotrwałej wytrzymałości połączenia, ale pozwala wykryć oczywiste wady procesowe przed przeprowadzeniem badań walidacyjnych.
Jak przykleić magnes do metalu?
Przed wyborem metody przygotowania powierzchni należy określić, z jakiego metalu składa się dana powierzchnia.
| Powierzchnia metalowa | Co należy potwierdzić |
|---|---|
| Surowa stal | Olej, tlenek, środek antykorozyjny, chropowatość oraz wymagane przygotowanie |
| Stal nierdzewna | Klasa, wykończenie powierzchni, zanieczyszczenia i kompatybilność z klejem |
| Surowe aluminium | Stan tlenku i wymagana obróbka wstępna |
| Anodowane aluminium | Stan i szczelność warstwy anodowanej |
| Metal pomalowany lub pokryty powłoką proszkową | Przyczepność i trwałość samej powłoki |
| Metal platerowany | Rodzaj powłoki, jej stan, czystość oraz przyczepność do materiału podstawowego |
W przypadku elementów pomalowanych, malowanych proszkowo, galwanizowanych lub anodowanych klej wiąże się z warstwą wierzchnią. Nawet bardzo mocny klej nie jest w stanie zrekompensować oddzielania się warstwy wierzchniej od materiału podstawowego.
Jeśli klejony metal stanowi również część obwodu magnetycznego, należy zaznaczyć na rysunku miejsce nałożenia kleju oraz przewidzianą szczelinę między elementami. Firma OSENC może dokonać oceny układu magnetycznego po otrzymaniu pełnych danych dotyczących geometrii, kierunku namagnesowania, elementu stalowego oraz wymagań eksploatacyjnych.
Czy przed przyklejeniem magnesu neodymowego należy go przeszlifować?
Nie automatycznie.
Szlifowanie należy stosować wyłącznie wtedy, gdy wymagają tego lub zezwalają na to instrukcje dotyczące wybranego kleju, a proces ten jest zgodny z powłoką magnetyczną. Zbyt intensywne szlifowanie może spowodować uszkodzenie powierzchni ochronnej.

Nie należy stosować uniwersalnego stopnia ziarnistości materiału ściernego, czasu szlifowania, nacisku ani procentowej powierzchni szlifowania. Nie należy celowo szlifować powłoki w celu odsłonięcia kolejnej warstwy, chyba że dla konkretnego magnesu i systemu klejowego został zweryfikowany i zatwierdzony odpowiedni proces.
W przypadku zatwierdzenia testu na ścieralność instrukcje produkcyjne powinny określać:
- Materiał ścierny.
- Kierunek postępowania.
- Zastosowane ciśnienie lub ustawienia sprzętu.
- Czyszczenie po szlifowaniu.
- Kontrola powłok.
- Kryteria akceptacji.
Bez tych środków kontroli ręczne szlifowanie może prowadzić do niejednolitych wyników produkcji.
Dlaczego magnesy przyklejone nie sprawdzają się?
Przed wymianą kleju należy sprawdzić powierzchnię uszkodzenia.
| Obserwacja awarii | Możliwe przyczyny, które należy zbadać | Co należy sprawdzić |
|---|---|---|
| Klej oddziela się od magnesu bez pozostawiania śladów | Zanieczyszczenie, nieodpowiednia powłoka lub niepełne przygotowanie powierzchni | Charakterystyka powłoki, historia czyszczenia, podkład oraz kompatybilność z klejem |
| Klej oddziela się od elementu, z którym jest połączony | Zanieczyszczenie lub słaba warstwa powierzchniowa | Farba, tlenek, dodatki do tworzyw sztucznych, olej lub środek antyadhezyjny |
| Klej rozrywa się wewnątrz samego siebie | Nadmierne obciążenie, nieodpowiednie właściwości lub niepełne utwardzenie | Kierunek obciążenia, powierzchnia połączenia, temperatura, proporcje mieszanki oraz protokół utwardzania |
| Podnośniki z powłoką magnetyczną | Uszkodzenie na styku powłoki z podłożem lub uszkodzenie powłoki | Stan powłoki przy odbiorze, przygotowanie powierzchni oraz narażenie na czynniki środowiskowe |
| Złącze otwiera się od jednej krawędzi | Obciążenie na rozciąganie lub na ścinanie | Geometria stawu, sztywność, siła uderzenia i retencja mechaniczna |
| Klej pozostaje miękki | Nieprawidłowe mieszanie, warunki utwardzania lub przechowywanie materiałów | Proporcje mieszanki, partia, warunki przechowywania, temperatura i czas pełnego utwardzenia |
| Usterka pojawia się po eksploatacji | Wilgoć, substancje chemiczne, cykliczne obciążenia, korozja lub pełzanie | Warunki środowiskowe i kompatybilność materiałów |
| Magnes pęka, ale wiązanie pozostaje nienaruszone | Uderzenie, skupienie naprężeń lub materiał kruchy bez podparcia | Geometria obudowy, obsługa podczas montażu oraz obciążenie krawędzi |
Należy odnotować liczbę próbek, w których wystąpiła awaria, miejsce awarii, warunki utwardzania, warunki środowiskowe oraz kierunek obciążenia. Te szczegóły są bardziej przydatne niż zwykłe stwierdzenie, że “klej zawiódł”.”
Kiedy sam klej to za mało?
Należy rozważyć zastosowanie mocowania mechanicznego, gdy zespół ma do czynienia z:
- Powtarzające się odrywanie lub uderzenia.
- Silne wibracje.
- Obrót.
- Silne cykle termiczne lub środowiskowe.
- Powierzchnie trudne do opanowania.
- Konsekwencje związane z bezpieczeństwem w przypadku odłączenia się magnesu.
Możliwe rozwiązania konstrukcyjne obejmują kieszeń, ramię, osłonę, nasadkę zabezpieczającą lub obudowę ograniczającą ruch.
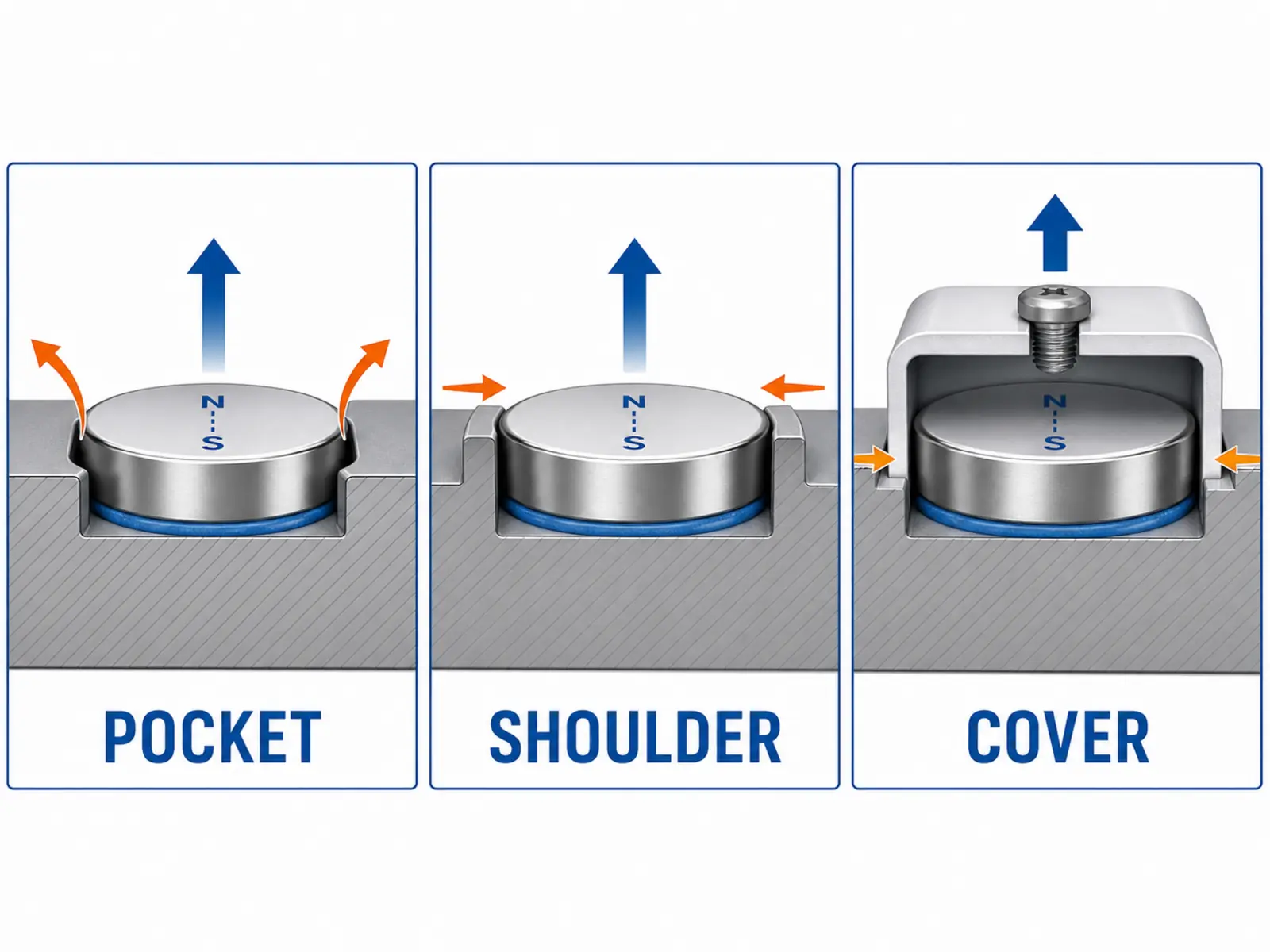
Są to jedynie propozycje projektowe, a nie uniwersalne rozwiązania. Geometria, materiał, prześwit, działanie magnesu, sposób montażu oraz obciążenie kruchego magnesu wymagają indywidualnej analizy w ramach danego projektu.
Z wytycznych firmy 3M dotyczących projektowania połączeń wynika również, że geometria może przyczynić się do rozłożenia skoncentrowanych obciążeń rozszczepiających lub odrywających oraz zapewnić dodatkowe wsparcie mechaniczne. Wytyczne firmy 3M dotyczące projektowania połączeń klejonych
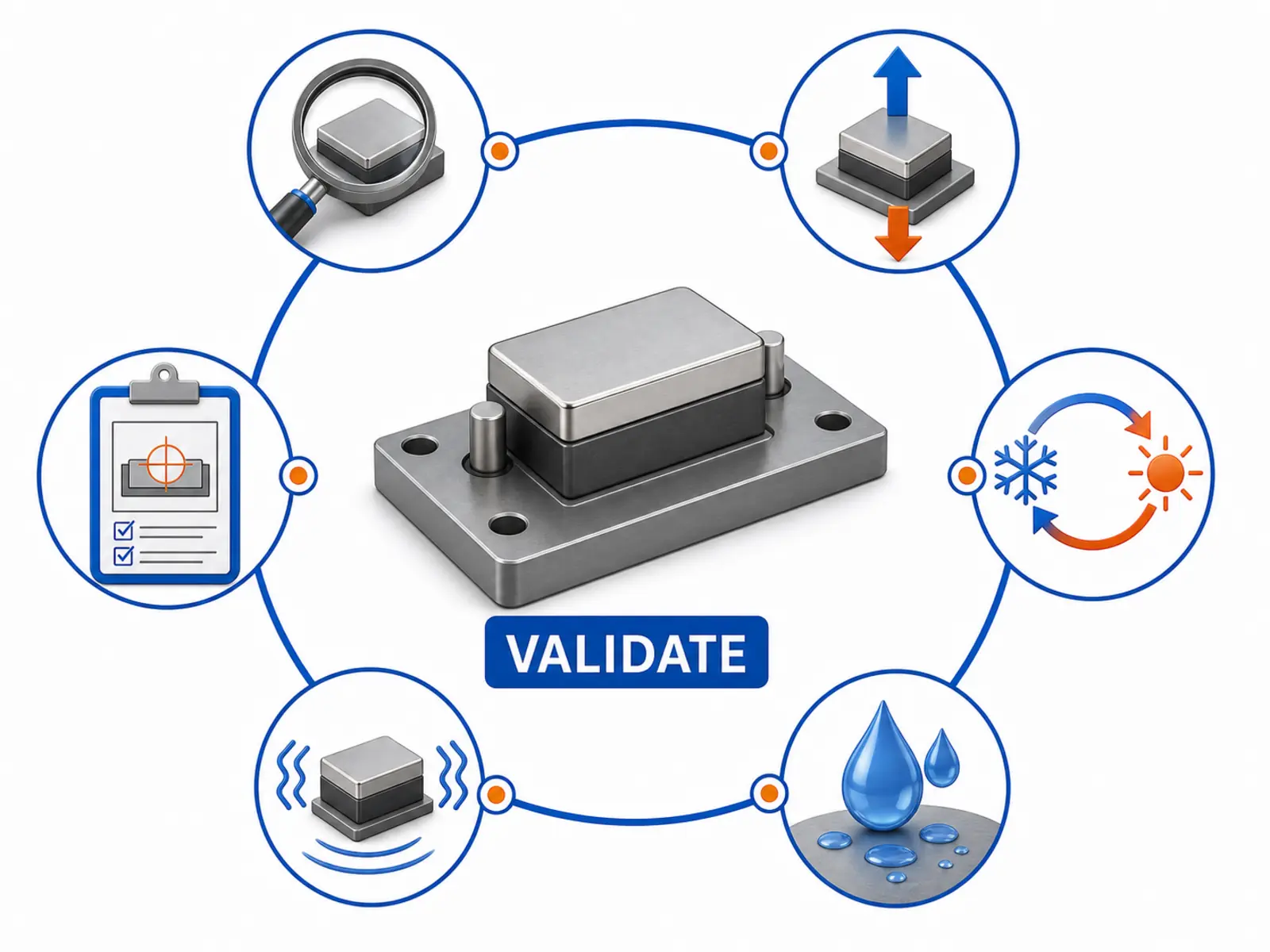
Jak należy sprawdzić jakość kleju przed rozpoczęciem produkcji?
Należy przeprowadzać testy na reprezentatywnych elementach produkcyjnych, zamiast opierać się wyłącznie na pomiarze siły wyrywania ręcznego lub ogólnej wartości wytrzymałości na przyczepność.
| Dane wejściowe do walidacji | Co nagrać |
|---|---|
| Magnes | Klasa, powłoka, wymiary, namagnesowanie i warunki produkcji |
| Element łączący | Materiał, wykończenie powierzchni, czystość i geometria |
| Klej | Dokładna nazwa produktu, numer partii, warunki przechowywania oraz sposób stosowania |
| Proces | Przygotowanie powierzchni, ilość, szczelina, mocowanie, czas utwardzania i temperatura |
| Próbki | Przedstawiono wielkość partii próbnej oraz zmienność produkcji |
| Załaduj | Kierunek, prędkość, wielkość, czas trwania, siła uderzenia, moment obrotowy lub obciążenie łączone |
| Środowisko | Temperatura, cykle, wilgotność, woda i substancje chemiczne |
| Wyniki | Wartość pomiarowa, przemieszczenie, widoczne uszkodzenia i miejsce uszkodzenia |
| Zgoda | Wymóg zaliczenia/niezaliczenia określony w projekcie oraz konsekwencje niezaliczenia |
W projekcie należy określić wielkość próbki, sposób jej przygotowania, metodę załadunku, wartość graniczną oraz współczynnik bezpieczeństwa. Niniejszy artykuł nie podaje uniwersalnych wartości testowych.
Jakie informacje należy zawrzeć w zapytaniu ofertowym dotyczącym łączenia magnetycznego?
Wyślij:
- Rysunek magnesu, wymiary i kształt.
- Wymagana funkcja magnetyczna.
- Klasa magnesu, jeśli została już wybrana.
- Kierunek namagnesowania i rozmieszczenie biegunów.
- Powłoka magnetyczna.
- Materiał elementów łączących oraz wykończenie powierzchni.
- Dostępna powierzchnia pod zabudowę.
- Zaprojektowana szczelina kleju i odchylenia wymiarowe.
- Kierunek obciążenia mechanicznego.
- Wymagany wynik dotyczący siły przyciągania magnetycznego, pola magnetycznego, momentu obrotowego, pozycjonowania, wykrywania lub sprzężenia.
- Temperatury montażu i pracy.
- Narażenie na wilgoć, wodę, substancje chemiczne, wibracje i uderzenia.
- Przewidywany okres eksploatacji.
- Konsekwencje w przypadku odłączenia się magnesu.
- Czy tworzenie się wiązania następuje przed namagnesowaniem, czy po nim.
- Proponowany klej, podkład lub aktywator, o ile zostały już wybrane.
- Ilość produkcyjna i docelowy czas trwania procesu.
- Wymagana metoda kontroli i walidacji.
- Konieczność zastosowania retencji mechanicznej.
- Ilość prototypów.
Firma OSENC może dokonać przeglądu rysunków i wymagań dotyczących zastosowań dla niestandardowe magnesy neodymowe, w tym gatunek, powłokę, wymiary, tolerancję, kierunek namagnesowania oraz konstrukcję zespołu.
Przegląd ten może pomóc w zidentyfikowaniu zagrożeń związanych z dopasowaniem, polaryzacją, powłoką i układem magnesów jeszcze przed pobraniem próbek. W przypadku każdego projektu należy jednak potwierdzić dobór kleju, wykonalność procesu klejenia oraz walidację połączenia.
Najczęściej zadawane pytania
Jaki klej najlepiej nadaje się do magnesów neodymowych?
Produkty epoksydowe i akrylowe o właściwościach konstrukcyjnych stanowią powszechnie stosowane materiały wyjściowe do tworzenia trwałych połączeń, jednak najlepszy wybór zależy od rodzaju powłoki, podłoża, szczeliny, obciążenia, warunków otoczenia oraz procesu utwardzania.
Czy klej superglue jest w stanie utrzymać magnesy neodymowe?
Może zawierać małe, ściśle dopasowane elementy. Należy sprawdzić, czy dany produkt spełnia wymagania dotyczące szczelin, odrywania, odporności na uderzenia, wilgotności, temperatury oraz trwałości.
Czy można nakładać klej na gorąco na magnesy?
Nie należy zakładać, że klej na gorąco jest odpowiedni. Należy sprawdzić jego temperaturę aplikacji, zachowanie pod długotrwałym obciążeniem, odporność na czynniki środowiskowe oraz kompatybilność z wybranym gatunkiem magnesu i powłoką.
Czy przed przyklejeniem magnesu neodymowego należy go przeszlifować?
Tylko wtedy, gdy zezwalają na to instrukcje dotyczące kleju, a proces przygotowania został uznany za zgodny z powłoką. Nie należy szlifować warstwy ochronnej na wylot.
Jak długo powinien utwardzać się klej magnetyczny?
Należy stosować się do wymagań dotyczących pełnego utwardzenia podanych w karcie technicznej danego produktu. Czas wiązania lub czas obróbki nie oznacza, że połączenie osiągnęło pełne utwardzenie.
Dlaczego przyklejony magnes się odkleja?
Do typowych obszarów wymagających zbadania należą: zanieczyszczenia, niezgodne powierzchnie, niepełne utwardzenie, uszkodzenia powłoki, nadmierna szczelina oraz obciążenie przy odrywaniu.
Czy grubość warstwy kleju zmniejsza siłę magnetyczną?
Może to mieć znaczenie, gdy warstwa kleju zmienia funkcjonalną szczelinę magnetyczną lub obwód magnetyczny. Efekt ten zależy od geometrii całego zespołu i należy go ocenić dla konkretnego projektu.
Czy powinienem użyć kleju w płynie, czy magnesu samoprzylepnego?
Magnesy z warstwą klejącą mogą ułatwić mocowanie do odpowiednich płaskich powierzchni. Stosowane kleje konstrukcyjne zapewniają różne możliwości w zakresie połączeń konstrukcyjnych, materiałów, szczelin i warunków środowiskowych.
Potrzebujesz pomocy przy weryfikacji niestandardowego zespołu magnesowego?
Prześlij firmie OSENC swój rysunek techniczny, informacje o materiałach łączących, kierunek obciążenia, warunki pracy, wymagania dotyczące właściwości magnetycznych oraz liczbę prototypów.
Firma OSENC może pomóc w weryfikacji klasy magnesu, powłoki, wymiarów, tolerancji, kierunku namagnesowania oraz konstrukcji zespołu przed pobraniem próbek. W przypadku projektów związanych z klejeniem należy oddzielnie potwierdzić rodzaj kleju, zakres odpowiedzialności za proces oraz wymagania dotyczące walidacji.
Skontaktuj się z OSENC w sprawie swojego projektu związanego z magnesami