La scelta della colla più adatta per i magneti dipende dal rivestimento del magnete, dal materiale di accoppiamento, dalla direzione del carico, dall’ambiente, dallo spazio di incollaggio e dal processo di produzione. Non esiste un unico adesivo che sia il migliore per tutti gli assemblaggi di magneti al neodimio.
Per gli assemblaggi industriali permanenti, gli ingegneri spesso valutano innanzitutto gli adesivi epossidici bicomponenti o gli adesivi acrilici strutturali. Il cianoacrilato può essere adatto a parti piccole e ben accoppiate, mentre gli adesivi flessibili o i nastri sensibili alla pressione richiedono una validazione specifica per l’applicazione. Le linee guida ufficiali di Permabond sull’incollaggio di magneti confermano che, a seconda dei requisiti di produzione e di applicazione, è possibile prendere in considerazione diverse famiglie di adesivi. Linee guida per l'incollaggio di magneti con Permabond
La presente guida tratta gli adesivi liquidi, strutturali, flessibili e in nastro applicati esternamente. Magneti con adesivo già applicato rappresentano un'opzione di fissaggio a sé stante.
Prima della produzione:
- Identificare il rivestimento del magnete e la superficie di accoppiamento effettiva.
- Definire in che modo verrà sollecitato il giunto.
- Verificare la temperatura, l'umidità, la presenza di sostanze chimiche, le vibrazioni e gli urti.
- Esaminare le schede tecniche (TDS) e le schede di sicurezza (SDS) aggiornate dell'adesivo selezionato.
- Testare i gruppi rappresentativi in condizioni operative reali.
Quale tipo di adesivo dovresti prendere in considerazione?
La tabella riportata di seguito è uno strumento di valutazione preliminare, non un'approvazione del prodotto.
| Tipo di adesivo | Perché potrebbe essere valutato | Domande da verificare prima della selezione |
|---|---|---|
| Resina epossidica bicomponente | Assemblaggi e giunti permanenti e rigidi che potrebbero richiedere una certa capacità di compensazione delle fessure | Il prodotto in questione garantisce l'adesione su entrambe le superfici? Quali sono i valori consentiti dalla scheda tecnica (TDS) in termini di spazio tra le superfici, rapporto di miscelazione, tempo di fissaggio, indurimento completo e condizioni ambientali? |
| Acrilico strutturale | Assemblaggi metallici e processi produttivi che potrebbero richiedere una gestione più rapida | È necessario un attivatore o un primer? È compatibile con il rivestimento magnetico, il substrato, lo spazio e il processo di produzione? |
| Cianoacrilato | Pezzi piccoli e di forma regolare che richiedono un fissaggio rapido | È in grado di resistere alle sollecitazioni effettive, alle sollecitazioni di distacco, agli urti, all'umidità, alle variazioni di temperatura e per tutta la durata di vita utile? |
| Adesivo flessibile o in poliuretano | Assemblaggi in cui il movimento o le diverse dilatazioni termiche possono avere rilevanza | Garantisce una rigidità e una resistenza agli agenti atmosferici sufficienti per il carico richiesto? |
| Nastro adesivo sensibile alla pressione | Superfici piane e processi di fissaggio che richiedono uno spessore controllato | È in grado di resistere a sollecitazioni prolungate, all’esposizione ai bordi, alle variazioni di temperatura, all’umidità e allo scorrimento nell’orientamento effettivo? |
Le diverse formulazioni chimiche degli adesivi presentano caratteristiche diverse in termini di preparazione della superficie, tempo aperto, sviluppo della resistenza, flessibilità e resistenza agli urti. La scelta deve quindi essere effettuata a livello di prodotto, non limitandosi a scegliere il nome di una famiglia di prodotti. Risorse sugli adesivi strutturali 3M
La resina epossidica è sempre la colla migliore per i magneti?
No. Gli adesivi epossidici rappresentano una delle possibili famiglie di adesivi, ma i prodotti epossidici variano in termini di rigidità, capacità di riempimento degli spazi vuoti, processo di indurimento, resistenza alla temperatura e compatibilità con i substrati.
Un prodotto adatto a un assemblaggio rigido in acciaio potrebbe non essere indicato per un alloggiamento in plastica, per impatti ripetuti, per cicli di produzione rapidi o per notevoli differenze di dilatazione termica.
Quando è opportuno valutare l'uso di un adesivo acrilico strutturale?
I prodotti acrilici strutturali vengono spesso presi in considerazione per assemblaggi magnete-metallo e processi produttivi che richiedono un fissaggio relativamente rapido.
Alcuni prodotti richiedono un attivatore, un primer o uno specifico processo di miscelazione. Tale requisito deve essere preso in considerazione nella pianificazione della produzione, anziché essere individuato solo dopo la fase di campionatura.
La colla super può tenere un magnete al neodimio?
Il cianoacrilato, comunemente chiamato “supercolla”, può essere efficace per piccoli componenti con superfici pulite e perfettamente combacianti.
Non dare per scontato che un fissaggio rapido implichi che il giunto possa sopportare un ampio gioco, ripetuti distacchi, urti, umidità o esposizione prolungata alle variazioni di temperatura. Consulta la documentazione specifica del prodotto e verifica l’assemblaggio effettivo.
Cosa bisogna verificare prima di scegliere una colla magnetica?
1. Di che tipo di rivestimento è ricoperto il magnete?
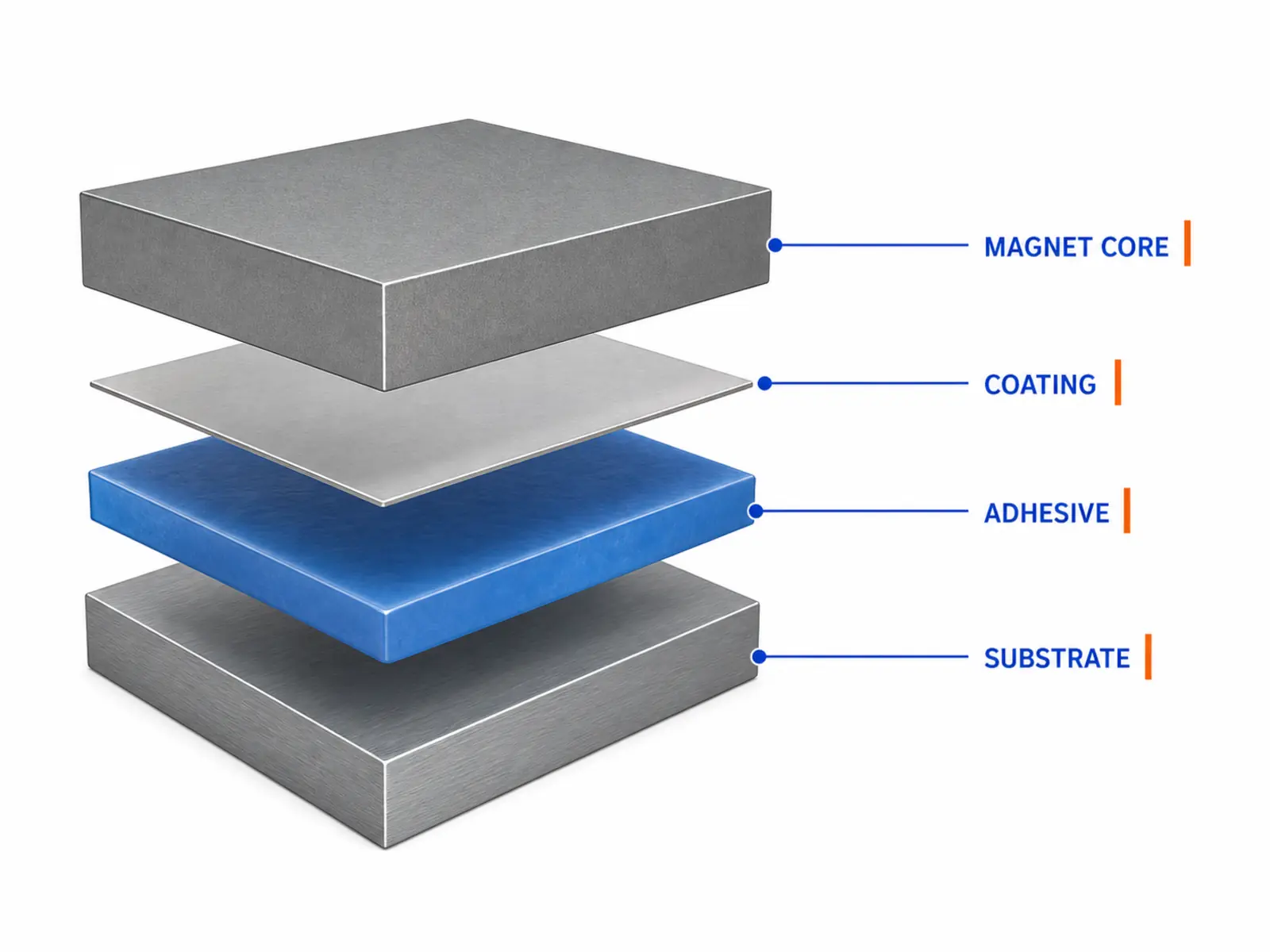
Un magnete al neodimio viene solitamente incollato attraverso il suo rivestimento esterno. Le opzioni di rivestimento offerte da OSENC possono includere NiCuNi, zinco, resina epossidica, oro, PTFE, parilene e altri sistemi specifici per il progetto.
L'adesivo deve quindi legare il rivestimento, non semplicemente il “neodimio”.”
Il materiale NdFeB è soggetto a corrosione e viene solitamente protetto da un rivestimento. Danneggiare tale protezione durante la preparazione della superficie può comportare un rischio di corrosione. Linee guida per la produzione di magneti di Arnold Magnetic Technologies
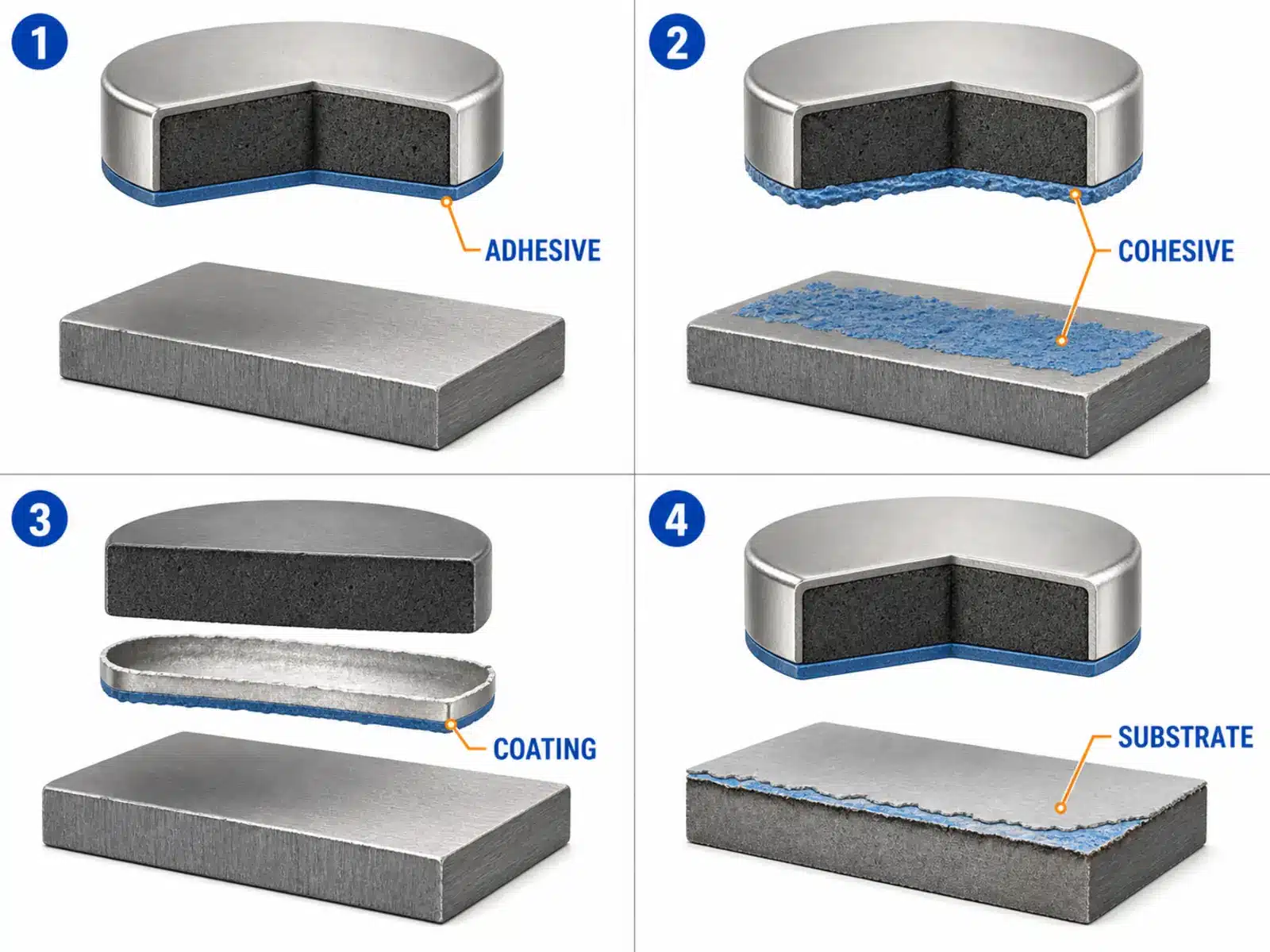
I possibili punti di guasto includono:
- Tra lo strato adesivo e quello magnetico.
- All'interno dell'adesivo.
- All'interno del sistema di verniciatura.
- Tra il rivestimento e il magnete.
- Tra l'adesivo e il componente di accoppiamento.
- Tra la verniciatura o il rivestimento a polvere e il metallo di base.
Verificare il tipo esatto di rivestimento prima di definire il processo di incollaggio. Si veda la panoramica di OSENC su rivestimenti per magneti al neodimio al momento di definire le specifiche del magnete.
2. Qual è la superficie di accoppiamento effettiva?
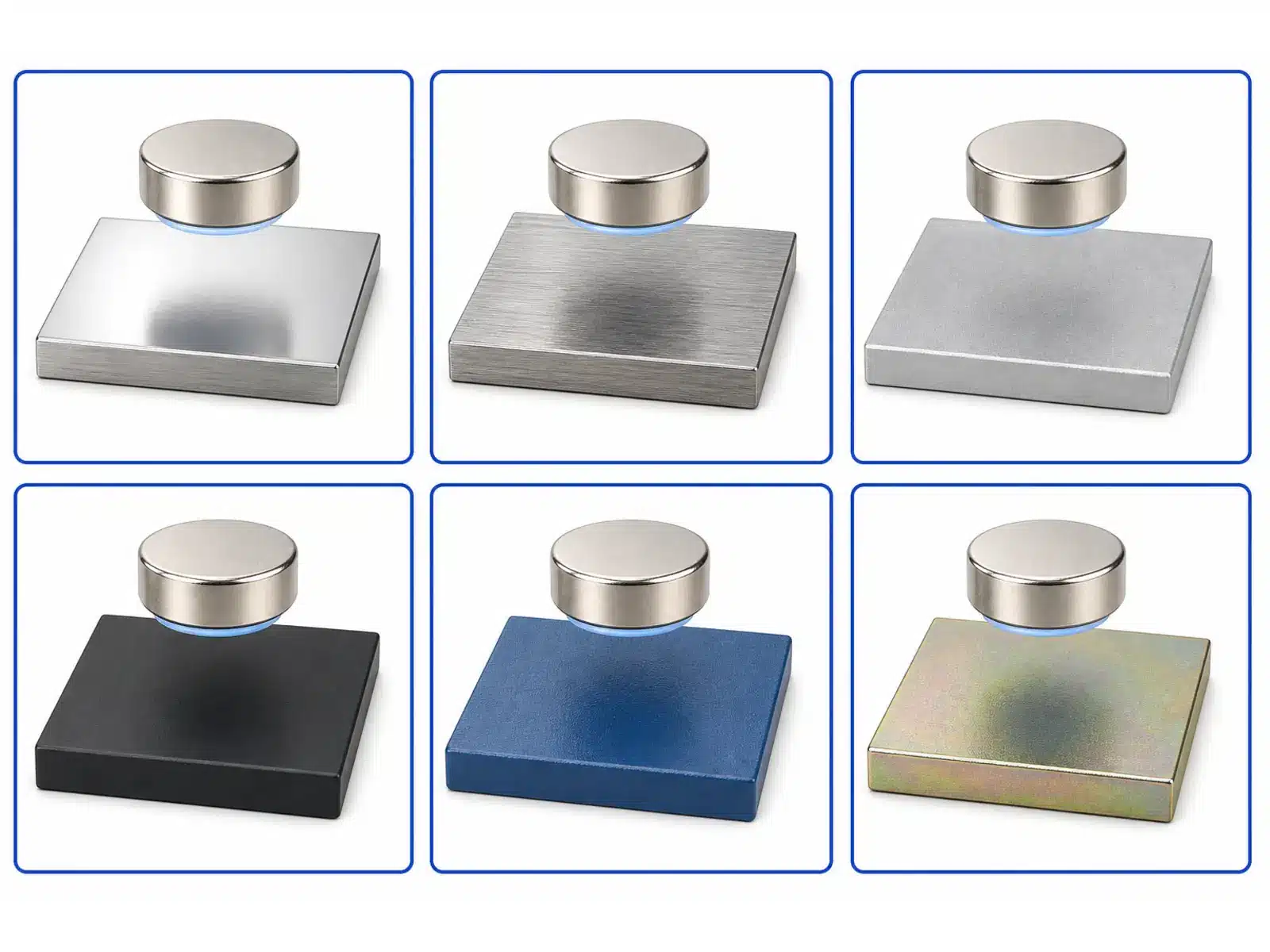
L'acciaio, l'acciaio inossidabile, l'alluminio grezzo, l'alluminio anodizzato, la plastica, la vernice e il rivestimento a polvere sono superfici di incollaggio diverse.
L'adesivo entra in contatto con il rivestimento superficiale, non con il materiale di base indicato sul disegno. Olio, polvere, ossido, agenti distaccanti, inibitori di corrosione, vernice e additivi plastici possono compromettere l'incollaggio.
Le linee guida di 3M sugli adesivi strutturali indicano che la pulizia e la preparazione della superficie dipendono dal substrato e dalle prestazioni di adesione richieste. Bollettino tecnico 3M sulla preparazione delle superfici
Non scegliere un solvente per la pulizia per abitudine. Verificarne l'idoneità consultando le istruzioni relative all'adesivo, le informazioni sulla compatibilità con il substrato e la scheda di sicurezza (SDS) del solvente.
3. Come verrà sollecitato il giunto?
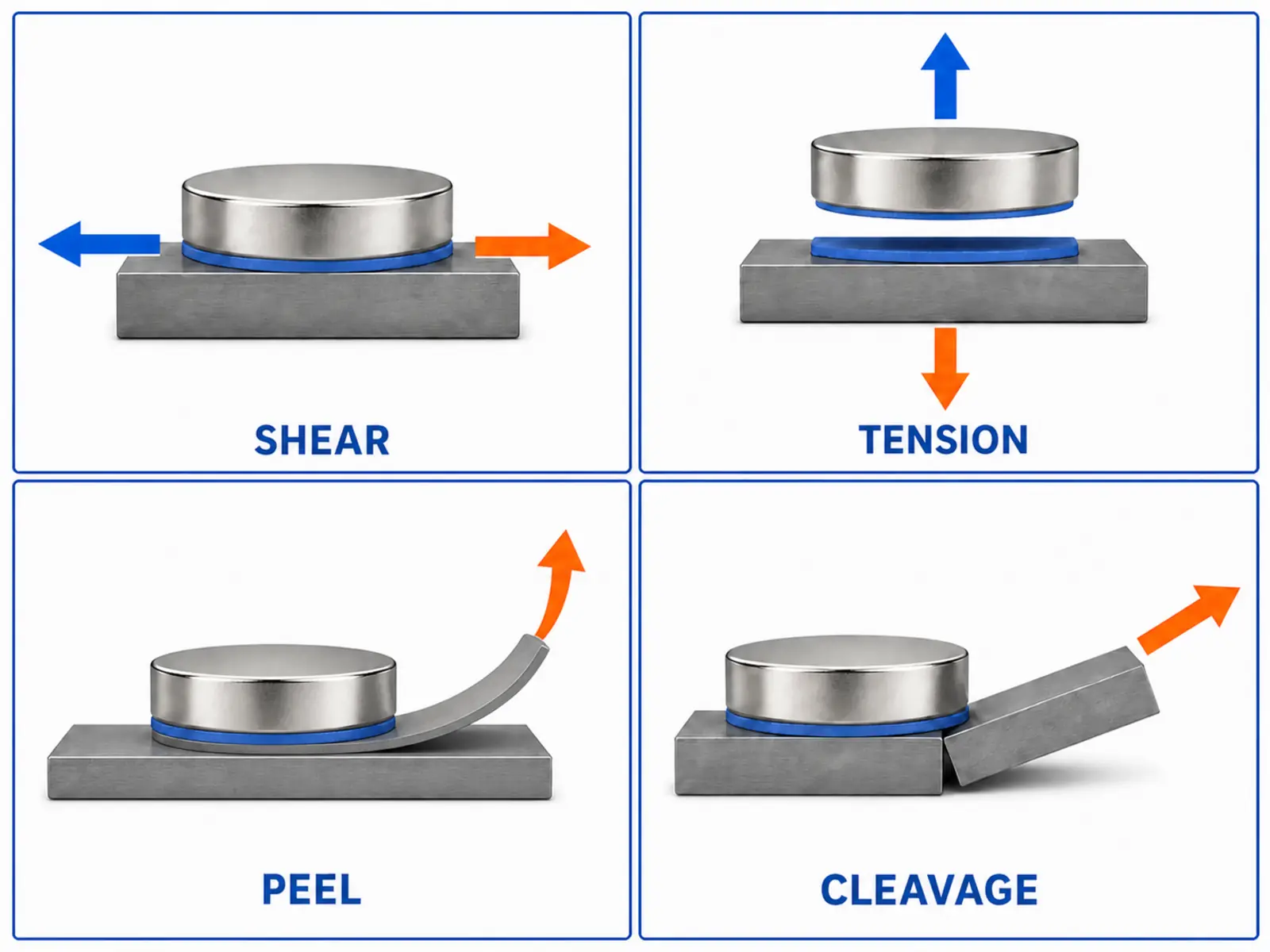
I giunti adesivi possono essere sottoposti a tensione, compressione, taglio, distacco e scissione.
Il distacco e la fessurazione concentrano il carico in prossimità di un bordo. Se il giunto è progettato correttamente, le forze di taglio, trazione e compressione possono distribuire il carico su una porzione più ampia dell’area di incollaggio. I 3 tipi più comuni di sollecitazioni nei giunti adesivi
La forza di trazione dichiarata di un magnete non corrisponde automaticamente al carico di progetto previsto per il suo giunto adesivo. Il magnete può essere sottoposto a prove di trazione lineare, mentre l’adesivo, una volta installato, è soggetto a sollecitazioni di taglio, distacco, torsione, urto o a una combinazione di tali carichi.
Documentare entrambi:
- La funzione magnetica richiesta al magnete.
- Il carico meccanico a cui deve resistere il giunto adesivo.
4. In quale ambiente opererà l'assemblaggio?
Conferma:
- Temperatura minima e massima di esercizio.
- Temperatura di assemblaggio e di indurimento.
- Cicli termici.
- Umidità o esposizione all'acqua.
- Oli, detergenti, carburanti o altre sostanze chimiche.
- Per uso interno o esterno.
- Vibrazioni e urti.
- Durata di vita prevista.
- Conseguenze in caso di cedimento del giunto.
Non confondere la temperatura di applicazione dell'adesivo, la temperatura di indurimento, l'esposizione a breve termine e la temperatura di esercizio continuo.
Il tipo di magnete, il rivestimento, l’adesivo, il substrato e i componenti circostanti devono tutti essere in grado di resistere alle condizioni in questione. Non esiste un limite di temperatura indipendente dal tipo di magnete che possa essere applicato a tutti i magneti al neodimio.
5. Quali tipi di taglio e quali processi di produzione sono disponibili?
Conferma:
- Distanza adesiva prevista.
- Variazioni dimensionali tra i componenti.
- Rapporto di miscelazione, se applicabile.
- Metodo di erogazione.
- Orario di lavoro.
- È ora della partita.
- Condizioni di polimerizzazione completa.
- Quantità di produzione.
- È consentito lo squeeze-out.
- Metodo di ispezione.
Il tempo di fissaggio non è la stessa cosa dell'indurimento completo. I produttori di adesivi indicano questi due parametri come condizioni di processo distinte, ed entrambi possono variare a seconda del prodotto e dell'ambiente di indurimento. 3M: scelta e utilizzo di un adesivo strutturale
Come si incollano i magneti al neodimio, passo dopo passo?
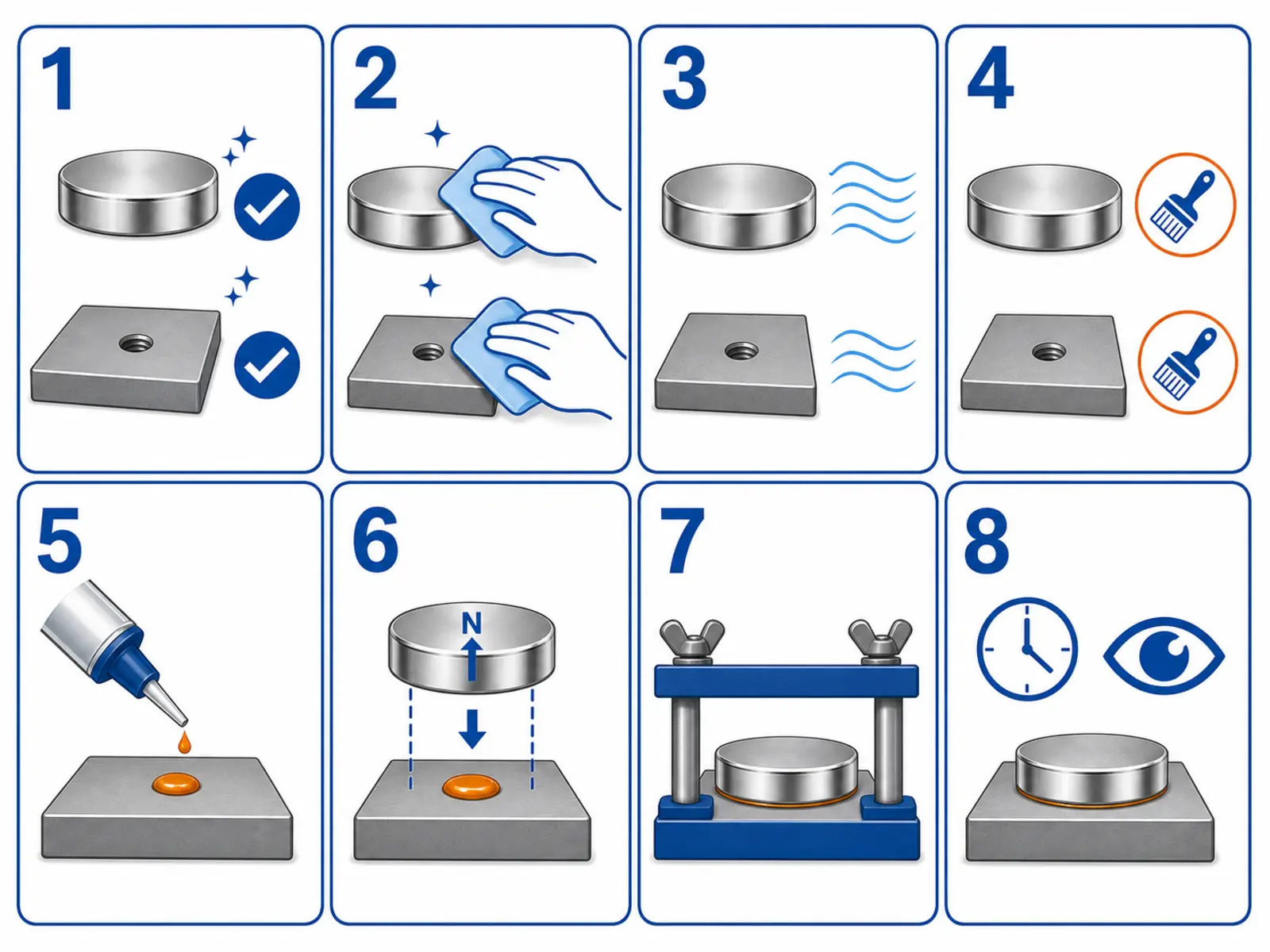
Fase 1: Verificare le istruzioni relative al rivestimento e all'adesivo
Identificare il rivestimento del magnete, il materiale di accoppiamento e la finitura superficiale.
Esaminare le schede tecniche (TDS) e le schede di sicurezza (SDS) aggiornate relative all’adesivo selezionato. Verificare la preparazione della superficie, lo spazio da colmare, l’erogazione, il rapporto di miscelazione, il tempo di fissaggio, il tempo di indurimento completo, la temperatura, le condizioni di stoccaggio e i requisiti di sicurezza.
Fase 2: Montare a secco il gruppo e verificare la polarità
Prima di applicare l'adesivo, verificare le dimensioni, lo spazio libero, l'area di applicazione dell'adesivo, la direzione di magnetizzazione, la polarità e l'accessibilità al dispositivo di fissaggio.
I magneti potenti possono attirare improvvisamente utensili in acciaio, elementi di fissaggio e altri magneti. Tenere sotto controllo l'area di lavoro per ridurre il rischio di collisioni, scheggiature, schiacciamenti ed errori di polarità.
I magneti sinterizzati alle terre rare sono fragili e richiedono una manipolazione accurata. Guida alla scelta dei magneti di Arnold Magnetic Technologies
Verificare inoltre se l'incollaggio avviene prima o dopo la magnetizzazione. Non esiste una sequenza ottimale valida in tutti i casi. Il fornitore del magnete e del gruppo assemblato dovrebbe valutare le modalità di manipolazione, il controllo della polarità, la progettazione dei dispositivi di fissaggio, i componenti circostanti e se il gruppo assemblato finito possa essere magnetizzato come previsto.
Fase 3: Pulire le superfici di incollaggio
Rimuovere la contaminazione utilizzando una procedura compatibile con:
- Il rivestimento magnetico.
- Il substrato di accoppiamento.
- L'adesivo scelto.
- Requisiti di sicurezza sul lavoro.
Non dare per scontato che un unico solvente sia adatto a ogni tipo di rivestimento, plastica, vernice o adesivo. Prima di procedere all’incollaggio, assicurati che le superfici abbiano raggiunto le condizioni richieste dalle istruzioni dell’adesivo.
Fase 4: Eseguire solo il trattamento superficiale necessario
Ricorrere all’abrasione, al primer, al trattamento al plasma o ad altri pretrattamenti solo se richiesto o consentito dalle istruzioni relative all’adesivo scelto e previa conferma della compatibilità con il rivestimento del magnete.
Non definire un processo che danneggi o rimuova il rivestimento protettivo. Se la compatibilità del rivestimento è sconosciuta, sospendere l'operazione e richiedere conferma ai fornitori del magnete e dell'adesivo.
Fase 5: Applicare una quantità controllata di adesivo
Attenersi alla procedura di erogazione e miscelazione prevista.
Una quantità insufficiente di adesivo potrebbe comportare una copertura incompleta. Una quantità eccessiva potrebbe causare fuoriuscite, contaminare le superfici circostanti, compromettere le dimensioni finali o provocare uno spazio non controllato.
Non calcolare il rapporto di miscelazione in due parti a meno che le istruzioni del prodotto non consentano esplicitamente tale metodo.
Fase 6: Posizionare e fissare il magnete
Posizionare il magnete nell'orientamento corretto e tenerlo fermo senza farlo scivolare né ruotare.
Il dispositivo di fissaggio deve garantire il distanziamento e l'allineamento richiesti. Non deve esercitare una pressione incontrollata che provochi la rimozione di una quantità eccessiva di adesivo dal giunto.
Passaggio 7: Completare il processo di indurimento specificato
Rispettare i tempi e le temperature indicati nella scheda tecnica del prodotto (TDS). Non caricare né sottoporre a prove il gruppo solo perché ha raggiunto la resistenza alla manipolazione.
Se si utilizza il calore, verificare che l’intero ciclo sia compatibile con il tipo di magnete, il rivestimento, il substrato, il dispositivo di fissaggio, l’adesivo e i componenti circostanti.
Fase 8: Controllare il giunto
Verifica:
- Allineamento e polarità dei magneti.
- Movimento visibile.
- Esclusione forzata.
- Copertura incompleta o vuoti visibili.
- Danni al rivestimento.
- Interferenze con componenti vicini.
- Rispetto degli obblighi relativi alla documentazione relativa alla stagionatura.
Un'ispezione visiva non può dimostrare la resistenza a lungo termine dell'incollaggio, ma può individuare evidenti difetti di lavorazione prima delle prove di convalida.
Come si incolla un magnete su una superficie metallica?
Prima di scegliere il processo di preparazione, è necessario identificare la superficie metallica effettiva.
| Superficie metallica | Cosa occorre confermare |
|---|---|
| Acciaio nudo | Olio, ossido, inibitore di corrosione, rugosità e preparazione richiesta |
| Acciaio inossidabile | Grado, finitura superficiale, contaminazione e compatibilità adesiva |
| Alluminio grezzo | Stato dell'ossido e pretrattamento richiesto |
| Alluminio anodizzato | Stato e tenuta dello strato anodizzato |
| Metallo verniciato o trattato con verniciatura a polvere | Aderenza e durata del rivestimento stesso |
| Metallo placcato | Tipo di rivestimento, stato, pulizia e adesione al materiale di base |
Nel caso di componenti verniciati, trattati con verniciatura a polvere, placcati o anodizzati, l’adesivo aderisce allo strato superficiale. Un adesivo resistente non può compensare il distacco dello strato superficiale dal materiale di base.
Se il metallo incollato fa parte anche del circuito magnetico, indicare nel disegno la posizione dell’adesivo e lo spazio di incollaggio previsto. OSENC è in grado di valutare la configurazione magnetica qualora vengano forniti la geometria completa, la direzione di magnetizzazione, il componente in acciaio e i requisiti di funzionamento.
È necessario levigare un magnete al neodimio prima di incollarlo?
Non automaticamente.
La carteggiatura deve essere utilizzata solo quando le istruzioni relative all'adesivo scelto lo richiedono o lo consentono e il processo è compatibile con il rivestimento magnetico. Una carteggiatura troppo aggressiva può danneggiare la superficie protettiva.

Non utilizzare grana abrasiva universale, né tempi di levigatura, pressioni o percentuali di superficie standard. Non levigare deliberatamente fino a rimuovere il rivestimento per esporre uno strato sottostante, a meno che non sia stata esaminata e approvata una procedura qualificata specifica per quel particolare sistema di magneti e adesivi.
Qualora l'abrasione venga approvata, le istruzioni di produzione dovranno specificare:
- Materiale abrasivo.
- Istruzioni procedurali.
- Pressione applicata o impostazioni dell'apparecchiatura.
- Pulizia dopo l'abrasione.
- Controllo del rivestimento.
- Criteri di accettazione.
Senza questi controlli, la levigatura manuale potrebbe portare a risultati di produzione non uniformi.
Perché i magneti incollati non funzionano?
Controllare la superficie danneggiata prima di sostituire l'adesivo.
| Osservazione dei guasti | Possibili cause da approfondire | Cosa controllare |
|---|---|---|
| L'adesivo si stacca facilmente dal magnete | Contaminazione, rivestimento incompatibile o preparazione superficiale incompleta | Identificazione del rivestimento, cronologia delle operazioni di pulizia, primer e compatibilità degli adesivi |
| L'adesivo si stacca dal componente di accoppiamento | Contaminazione o strato superficiale fragile | Vernice, ossido, additivi per materie plastiche, olio o agente distaccante |
| L'adesivo si strappa al suo interno | Carico eccessivo, caratteristiche inadeguate o indurimento incompleto | Direzione di carico, area di adesione, temperatura, rapporto di miscelazione e dati relativi alla polimerizzazione |
| Assegni con rivestimento magnetico | Difetto all’interfaccia del rivestimento o danneggiamento del rivestimento | Condizioni del rivestimento in entrata, preparazione della superficie ed esposizione ambientale |
| L'incastro si apre da un lato | Carico di pelatura o di scissione | Geometria dell'articolazione, rigidità, impatto e ritenzione meccanica |
| L'adesivo rimane morbido | Miscelazione, condizioni di indurimento o conservazione dei materiali non corrette | Rapporto di miscelazione, lotto, conservazione, temperatura e tempo di indurimento completo |
| Il guasto si manifesta dopo l'esposizione al servizio | Umidità, sostanze chimiche, cicli di carico, corrosione o scorrimento | Condizioni ambientali e compatibilità dei materiali |
| Il magnete si rompe, mentre il legame rimane intatto | Urto, concentrazione di sollecitazioni o materiale fragile non sostenuto | Geometria dell'alloggiamento, movimentazione durante l'assemblaggio e carico sui bordi |
Annotare il numero di campioni difettosi, il punto di rottura, le condizioni di indurimento, l’esposizione ambientale e la direzione del carico. Questi dettagli sono più utili rispetto alla semplice segnalazione che “la colla ha ceduto”.”
Quando la colla da sola non basta?
Si consiglia di ricorrere alla ritenzione meccanica quando il gruppo presenta:
- Esfoliazione o urti ripetuti.
- Vibrazioni intense.
- Rotazione.
- Cicli termici o ambientali estremi.
- Superfici difficili da controllare.
- Conseguenze relative alla sicurezza in caso di distacco del magnete.
Tra le possibili opzioni di progettazione figurano una tasca, una spalla, un coperchio, un tappo di fissaggio o un alloggiamento che limiti il movimento.
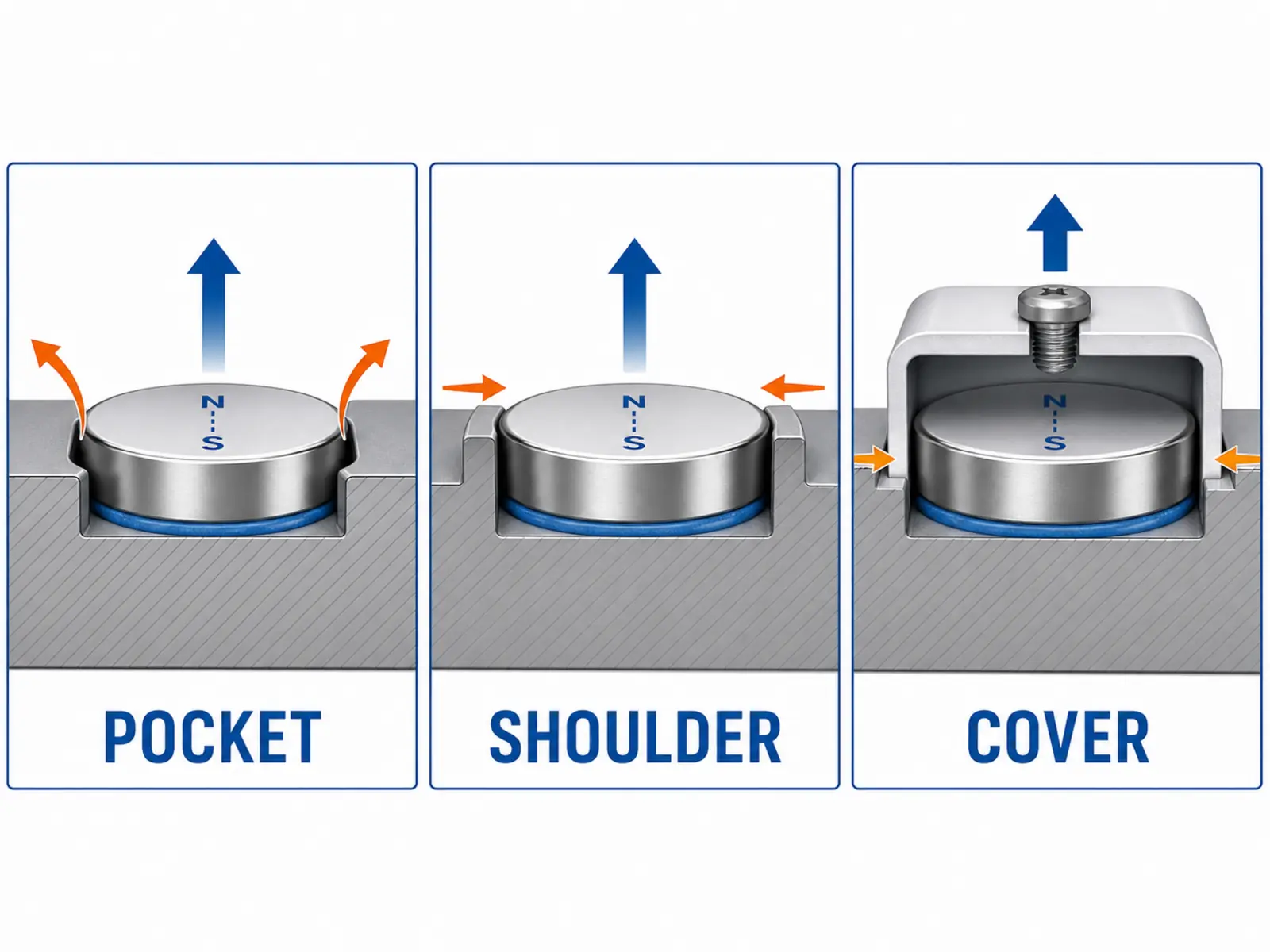
Si tratta di opzioni progettuali, non di soluzioni universali. La geometria, il materiale, il gioco, la funzione magnetica, il metodo di assemblaggio e le sollecitazioni a cui è sottoposto il magnete fragile richiedono una valutazione specifica per ogni progetto.
Le linee guida di 3M sulla progettazione dei giunti dimostrano inoltre che la geometria può ridistribuire i carichi di rottura o di distacco concentrati e può fornire un ulteriore supporto meccanico. Linee guida 3M per la progettazione di giunti adesivi
Come si dovrebbe verificare la tenuta del collante prima della produzione?
È preferibile testare componenti di produzione rappresentativi piuttosto che basarsi esclusivamente su una prova di trazione manuale o su un valore generico di resistenza adesiva.
| Dati di convalida | Cosa registrare |
|---|---|
| Magnete | Grado, rivestimento, dimensioni, magnetizzazione e condizioni di produzione |
| Componente di accoppiamento | Materiale, finitura superficiale, pulizia e geometria |
| Adesivo | Prodotto esatto, lotto, condizioni di conservazione e metodo di applicazione |
| Processo | Preparazione della superficie, quantità, spazio, fissaggio, tempo di indurimento e temperatura |
| Esempi | Quantità campione e variazione della produzione rappresentate |
| Carica | Direzione, velocità, entità, durata, impatto, coppia o carico combinato |
| Ambiente | Temperatura, cicli, umidità, acqua e sostanze chimiche |
| Risultati | Valore misurato, spostamento, danni visibili e punto di rottura |
| Accettazione | Requisiti di superamento/insuccesso definiti dal progetto e conseguenze dell'insuccesso |
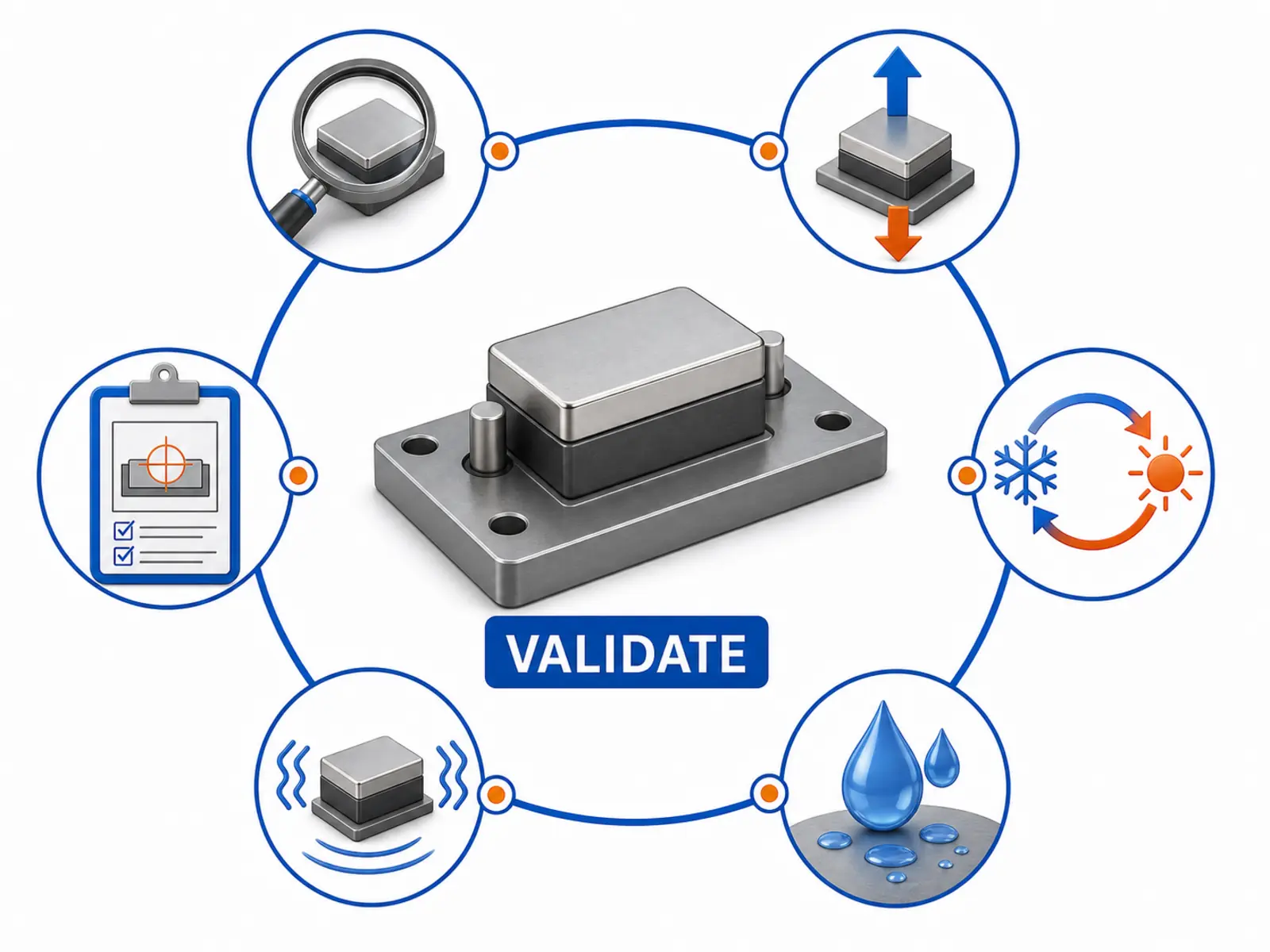
Il progetto deve definire la quantità del campione, il trattamento, il metodo di carico, il valore di accettazione e il fattore di sicurezza. Il presente articolo non fornisce valori di prova universali.
Quali informazioni è opportuno includere in una richiesta di offerta per l'incollaggio magnetico?
Invia:
- Disegno, dimensioni e forma del magnete.
- Funzione magnetica richiesta.
- Grado magnetico, se già selezionato.
- Direzione di magnetizzazione e disposizione dei poli.
- Rivestimento magnetico.
- Materiale dei componenti di accoppiamento e finitura superficiale.
- Area disponibile per le obbligazioni.
- Distanza adesiva prevista e variazione dimensionale.
- Direzione del carico meccanico.
- Risultato richiesto relativo a forza magnetica, campo magnetico, coppia, posizionamento, rilevamento o accoppiamento.
- Temperature di montaggio e di funzionamento.
- Esposizione all'umidità, all'acqua, alle sostanze chimiche, alle vibrazioni e agli urti.
- Durata di vita prevista.
- Conseguenze in caso di distacco del magnete.
- Se il legame si verifica prima o dopo la magnetizzazione.
- Adesivo, primer o attivatore proposto, se già selezionato.
- Quantità di produzione e tempo di lavorazione previsto.
- Metodo di ispezione e convalida richiesto.
- Necessità di una ritenzione meccanica.
- Quantità del prototipo.
OSENC è in grado di esaminare i disegni e i requisiti applicativi relativi a magneti al neodimio personalizzati, tra cui il grado, il rivestimento, le dimensioni, la tolleranza, la direzione di magnetizzazione e la struttura di assemblaggio.
Questa valutazione può aiutare a individuare eventuali rischi relativi all'adattabilità, alla polarità, al rivestimento e alla configurazione magnetica prima della fase di campionatura. La scelta dell'adesivo, l'idoneità del processo di incollaggio e la convalida del giunto devono comunque essere confermate per ogni singolo progetto.
Domande frequenti
Qual è la colla migliore per i magneti al neodimio?
I prodotti epossidici e acrilici strutturali sono punti di partenza comuni per gli assemblaggi permanenti, ma la scelta migliore dipende dal rivestimento, dal substrato, dallo spazio di giunzione, dal carico, dall'ambiente e dal processo di polimerizzazione.
La colla super può tenere uniti i magneti al neodimio?
Può contenere parti piccole e ben accoppiate. Verificare che il prodotto specifico soddisfi i requisiti relativi a gioco, distacco, urti, umidità, temperatura e durata.
Si può usare la colla a caldo sui magneti?
Non dare per scontato che la colla a caldo sia adatta. Verifica la temperatura di applicazione, il comportamento sotto carico a lungo termine, la resistenza agli agenti ambientali e la compatibilità con il tipo di magnete e il rivestimento scelti.
È necessario levigare un magnete al neodimio prima di incollarlo?
Solo se le istruzioni dell’adesivo lo consentono e se è stata verificata la compatibilità del processo di preparazione con il rivestimento. Non carteggiare fino a rimuovere lo strato protettivo.
Quanto tempo deve indurirsi la colla magnetica?
Attenersi alle indicazioni relative alla polimerizzazione completa riportate nella scheda tecnica (TDS) del prodotto specifico. Il tempo di fissaggio o di manipolazione non indica che il giunto abbia raggiunto la polimerizzazione completa.
Perché un magnete incollato si stacca?
Tra gli aspetti più comuni da esaminare figurano la contaminazione, le superfici incompatibili, la polimerizzazione incompleta, il cedimento del rivestimento, lo spazio eccessivo e il carico di distacco.
Lo spessore dell'adesivo riduce la forza magnetica?
Potrebbe essere rilevante quando lo strato adesivo modifica un traferro funzionale o un circuito magnetico. L'effetto dipende dalla geometria complessiva dell'assemblaggio e dovrebbe essere valutato in base al progetto specifico.
È meglio usare la colla liquida o un magnete autoadesivo?
I magneti con retro adesivo possono semplificare il fissaggio su superfici piane adeguate. Gli adesivi strutturali applicati offrono diverse opzioni per giunti ingegnerizzati, materiali, spazi vuoti e condizioni ambientali.
Hai bisogno di aiuto per esaminare un gruppo magnetico personalizzato?
Invia a OSENC il tuo disegno, le informazioni sui materiali di accoppiamento, la direzione del carico, l'ambiente di lavoro, i requisiti magnetici e la quantità di prototipi.
OSENC può fornire assistenza nella verifica del tipo di magnete, del rivestimento, delle dimensioni, delle tolleranze, della direzione di magnetizzazione e della struttura di assemblaggio prima del campionamento. Per i progetti relativi all’incollaggio, è necessario confermare separatamente il prodotto adesivo, le responsabilità relative al processo e i requisiti di convalida.
Contatta OSENC per il tuo progetto Magnet