Le choix de la meilleure colle pour les aimants dépend du revêtement de l'aimant, du matériau d'accouplement, de la direction de la charge, de l'environnement, de l'écart de collage et du processus de fabrication. Il n'existe pas d'adhésif unique qui convienne à tous les assemblages d'aimants en néodyme.
Pour les assemblages industriels permanents, les ingénieurs privilégient souvent dans un premier temps les adhésifs époxy à deux composants ou les adhésifs acryliques structurels. Le cyanoacrylate peut convenir aux petites pièces à ajustement serré, tandis que les adhésifs souples ou les rubans adhésifs sensibles à la pression nécessitent une validation spécifique à l'application. Les recommandations officielles de Permabond concernant le collage des aimants confirment que plusieurs familles d'adhésifs peuvent être envisagées en fonction des exigences de production et d'application. Consignes d'utilisation du Permabond pour le collage d'aimants
Ce guide traite des adhésifs liquides, de construction, souples et en ruban destinés à une application en extérieur. Aimants pré-appliqués avec dos adhésif constituent une option de fixation distincte.
Avant la production :
- Identifiez le revêtement de l'aimant et la surface de contact effective.
- Définissez comment l'articulation sera sollicitée.
- Vérifiez la température, l'humidité, la présence de produits chimiques, les vibrations et les chocs.
- Consultez la fiche technique (TDS) et la fiche de données de sécurité (SDS) actuelles de l'adhésif sélectionné.
- Tester des ensembles représentatifs dans des conditions réelles d'exploitation.
Quel type de colle devriez-vous envisager ?
Le tableau ci-dessous est un outil de présélection et ne constitue pas une homologation du produit.
| Type d'adhésif | Pourquoi cela pourrait faire l'objet d'une évaluation | Points à vérifier avant la sélection |
|---|---|---|
| Époxy bicomposant | Assemblages et raccords permanents et rigides pouvant nécessiter une certaine capacité d'adaptation aux jeux | Ce produit permet-il de coller les deux surfaces ? Quels sont les écarts, les proportions de mélange, le temps de prise, le durcissement complet et les conditions environnementales autorisés par sa fiche technique ? |
| Acrylique structurel | Assemblages métalliques et procédés de fabrication pouvant nécessiter une manutention plus rapide | Faut-il un activateur ou un apprêt ? Est-il compatible avec le revêtement magnétique, le substrat, l'écart et le processus de fabrication ? |
| cyanoacrylate | Petites pièces aux dimensions serrées nécessitant un serrage rapide | Est-il capable de résister aux écarts, au décollement, aux chocs, à l'humidité, aux variations de température et aux contraintes liées à sa durée de vie ? |
| Adhésif souple ou à base de polyuréthane | Assemblages dans lesquels les mouvements ou les différences de dilatation thermique peuvent avoir une incidence | Offre-t-il une rigidité et une résistance aux conditions environnementales suffisantes pour supporter la charge requise ? |
| Ruban adhésif sensible à la pression | Surfaces planes et procédés d'assemblage nécessitant un contrôle de l'épaisseur | Peut-il résister à une charge prolongée, à l'exposition aux bords, aux variations de température, à l'humidité et au fluage dans cette orientation précise ? |
Les différentes compositions chimiques des adhésifs présentent des caractéristiques distinctes en matière de préparation de surface, de temps ouvert, de développement de la résistance, de souplesse et de résistance aux chocs. Le choix doit donc s'effectuer au niveau du produit lui-même, et non pas simplement en se basant sur le nom d'une gamme. Ressources sur les adhésifs structurels 3M
La résine époxy est-elle toujours la meilleure colle pour les aimants ?
Non. Les résines époxy constituent une famille d'adhésifs parmi d'autres, mais les produits époxy varient en termes de rigidité, de capacité de pontage des interstices, de processus de durcissement, de résistance à la température et de compatibilité avec les supports.
Un produit adapté à un assemblage en acier rigide peut ne pas convenir à un boîtier en plastique, à des chocs répétés, à un cycle de production rapide ou à une différence importante de dilatation thermique.
Dans quels cas faut-il évaluer un adhésif acrylique structurel ?
Les produits acryliques structurels sont souvent utilisés dans les assemblages aimant-métal et les processus de production qui nécessitent une fixation relativement rapide.
Certains produits nécessitent un activateur, un apprêt ou un procédé de mélange spécifique. Cette exigence doit être prise en compte dès la phase de planification de la production, et non pas être découverte après l'étape d'échantillonnage.
La super-colle peut-elle maintenir un aimant en néodyme ?
Le cyanoacrylate, communément appelé « super colle », peut convenir pour les petites pièces dont les surfaces sont propres et s'emboîtent parfaitement.
Ne partez pas du principe qu’un assemblage à fixation rapide signifie que le joint peut supporter un écart important, des décollements répétés, des chocs, l’humidité ou une exposition prolongée à des variations de température. Consultez la documentation exacte du produit et testez l’assemblage réel.
Que faut-il vérifier avant de choisir une colle aimantée ?
1. De quel revêtement l'aimant est-il recouvert ?
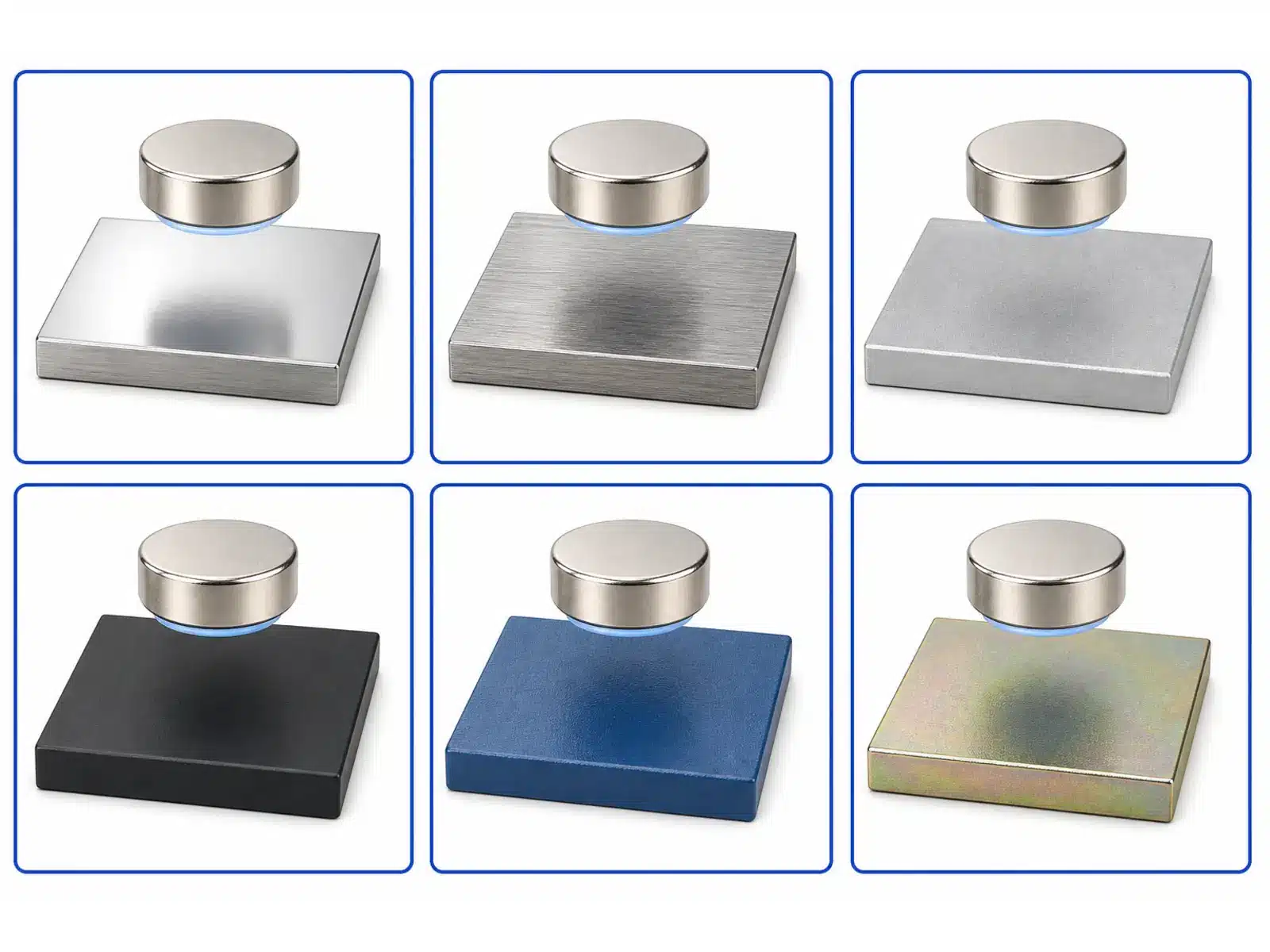
Un aimant en néodyme est généralement revêtu d'un revêtement extérieur. Les options de revêtement proposées par OSENC peuvent inclure le NiCuNi, le zinc, l'époxy, l'or, le PTFE, le parylène et d'autres systèmes spécifiques à chaque projet.
L'adhésif doit donc coller le revêtement, et pas simplement le “ néodyme ”.”
Le NdFeB est sensible à la corrosion et est généralement protégé par un revêtement. Endommager cette protection lors de la préparation de la surface peut entraîner un risque de corrosion. Guide de fabrication des aimants d'Arnold Magnetic Technologies
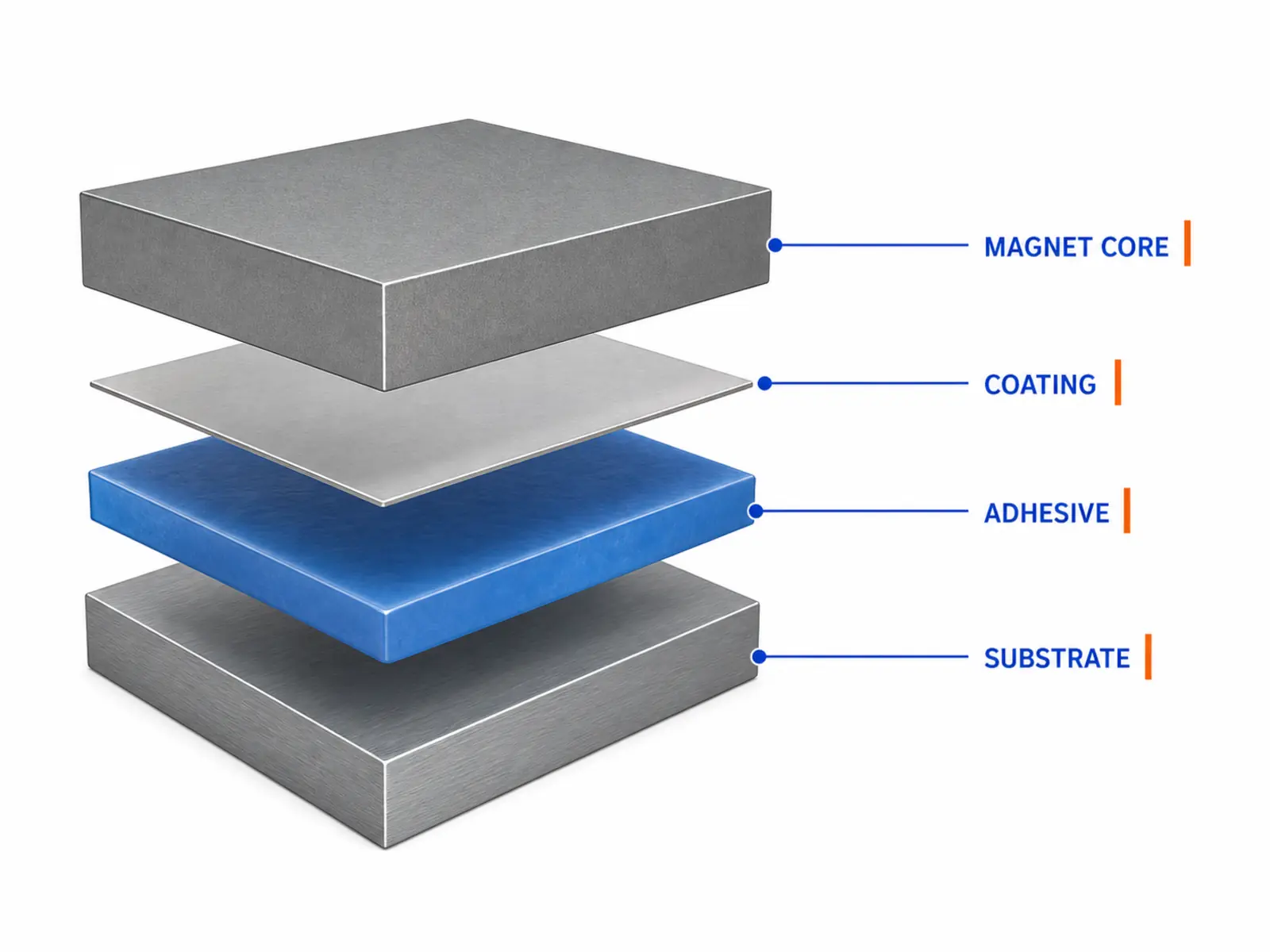
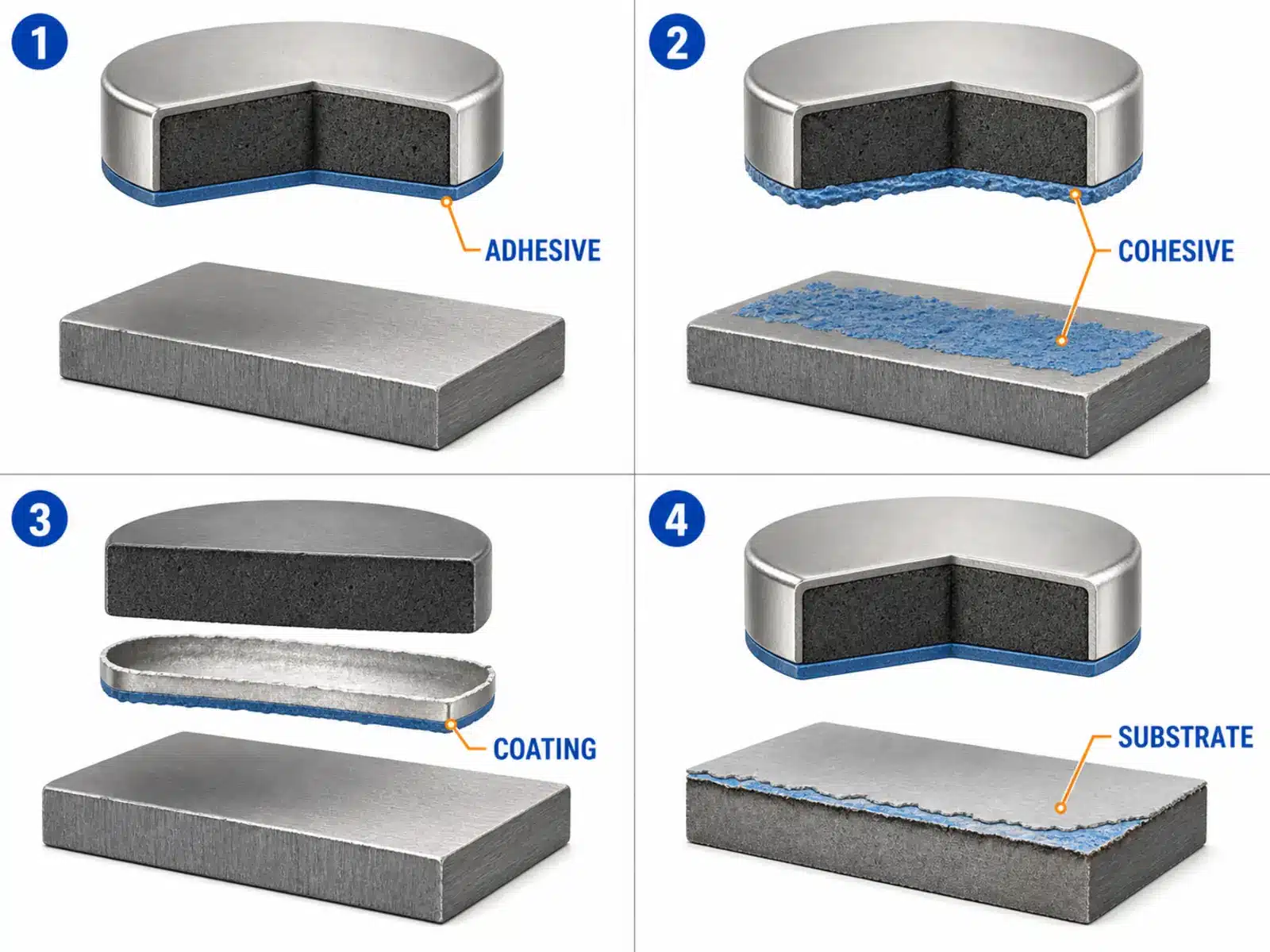
Les emplacements de défaillance possibles sont les suivants :
- Entre la couche adhésive et la couche magnétique.
- À l'intérieur de la colle.
- Au cœur du système de revêtement.
- Entre le revêtement et l'aimant.
- Entre l'adhésif et la pièce à assembler.
- Entre la peinture ou le revêtement en poudre et le métal de base.
Vérifiez la nature exacte du revêtement avant de définir le procédé de collage. Consultez la présentation d’OSENC sur revêtements pour aimants au néodyme lors de l'élaboration du cahier des charges des aimants.
2. Quelle est la surface d'accouplement réelle ?
L'acier, l'acier inoxydable, l'aluminium nu, l'aluminium anodisé, le plastique, la peinture et le revêtement par poudrage constituent différentes surfaces de collage.
L'adhésif entre en contact avec la finition de surface, et non avec le matériau de base indiqué sur le plan. La présence d'huile, de poussière, d'oxyde, d'agents de démoulage, d'inhibiteurs de corrosion, de peinture et d'additifs plastiques peut nuire à la qualité de l'assemblage.
Les recommandations de 3M concernant les adhésifs structurels précisent que le nettoyage et la préparation de la surface dépendent du support et des performances de collage requises. Bulletin technique 3M sur la préparation des surfaces
Ne choisissez pas un solvant de nettoyage par habitude. Vérifiez qu’il est conforme aux instructions du fabricant de l’adhésif, aux informations relatives à la compatibilité avec le support et à la fiche de données de sécurité (FDS) du solvant.
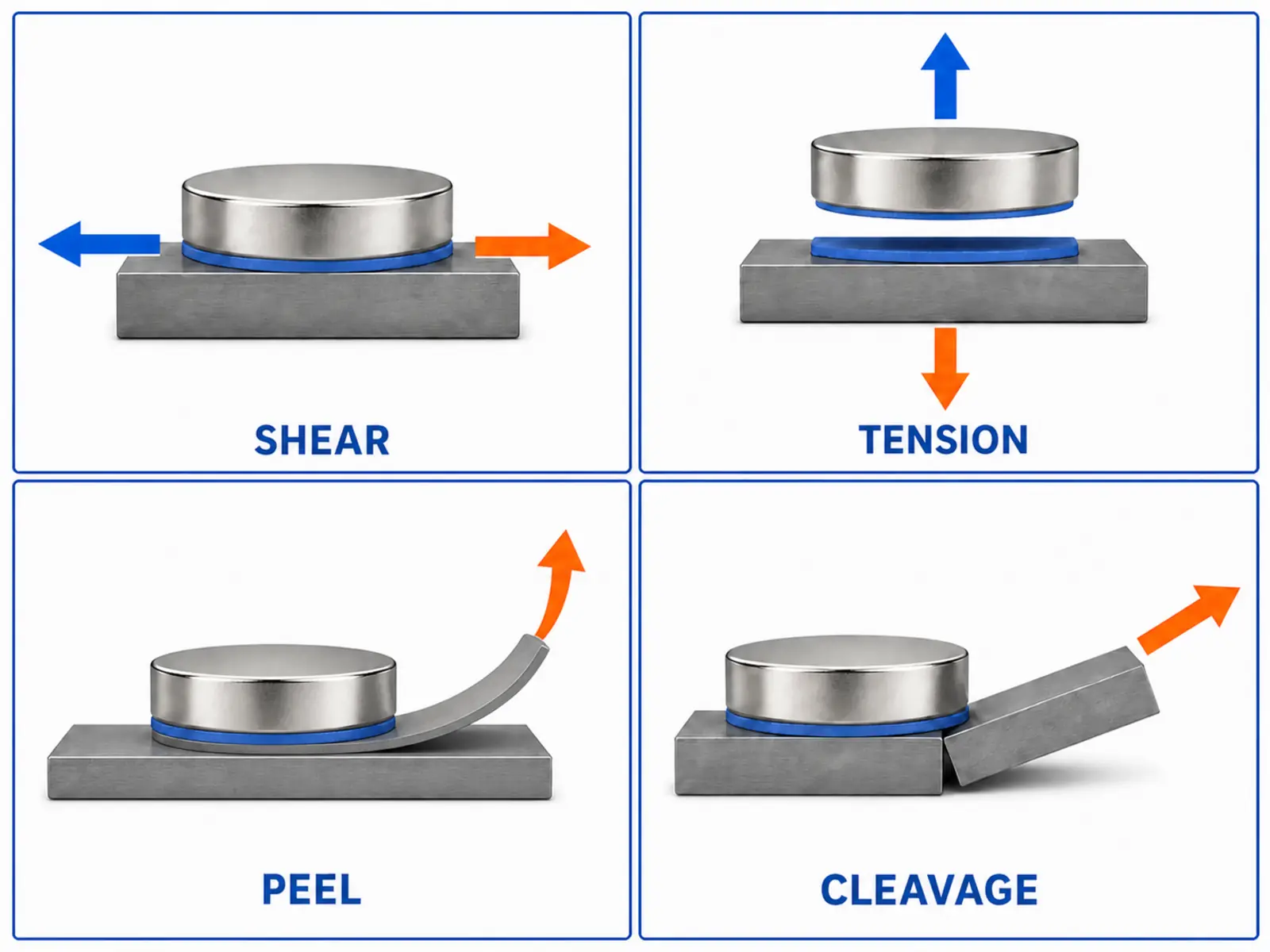
3. Comment l'articulation sera-t-elle sollicitée ?
Les assemblages collés peuvent être soumis à des contraintes de traction, de compression, de cisaillement, de pelage et de clivage.
Les efforts de pelage et de fendage se concentrent près d'un bord. Les efforts de cisaillement, de traction et de compression peuvent répartir la charge sur une plus grande partie de la surface d'adhérence lorsque l'assemblage est correctement conçu. Les types de contraintes courants selon 3M dans les assemblages adhésifs
La force d'attraction indiquée pour un aimant ne correspond pas nécessairement à la charge nominale de son assemblage adhésif. En effet, l'aimant peut avoir été testé dans des conditions de traction en ligne droite, alors que, une fois installé, l'adhésif est soumis à des contraintes de cisaillement, de décollement, de couple, de choc ou à une combinaison de ces charges.
Veuillez indiquer les deux éléments suivants :
- La fonction magnétique attendue de l'aimant.
- La charge mécanique à laquelle le joint adhésif doit résister.
4. Dans quel environnement l'ensemble devra-t-il fonctionner ?
Confirmer :
- Températures minimale et maximale d'utilisation.
- Température de montage et de durcissement.
- Cyclage thermique.
- Humidité ou exposition à l'eau.
- Huiles, produits de nettoyage, carburants ou autres produits chimiques.
- Utilisation à l'intérieur ou à l'extérieur.
- Vibrations et chocs.
- Durée de vie requise.
- Conséquences en cas de défaillance de l'articulation.
Il ne faut pas confondre la température d'application de l'adhésif, la température de durcissement, la température d'exposition de courte durée et la température de service en continu.
La qualité de l'aimant, son revêtement, son adhésif, son support et les composants situés à proximité doivent tous résister aux conditions en question. Il n'existe pas de limite de température indépendante de la qualité de l'aimant qui puisse s'appliquer à tous les aimants au néodyme.
5. Quels sont les formats et les procédés de fabrication disponibles ?
Confirmer :
- Écart adhésif prévu.
- Variations dimensionnelles entre les pièces.
- Proportions de mélange, le cas échéant.
- Mode d'administration.
- Temps de travail.
- C'est l'heure du match.
- Conditions de durcissement complet.
- Quantité produite.
- Rachat obligatoire autorisé.
- Méthode d'inspection.
Le temps de prise ne correspond pas au durcissement complet. Les fabricants d'adhésifs indiquent ces deux paramètres comme des conditions de traitement distinctes, et chacun d'entre eux peut varier en fonction du produit et de l'environnement de durcissement. 3M : choix et utilisation d'un adhésif de construction
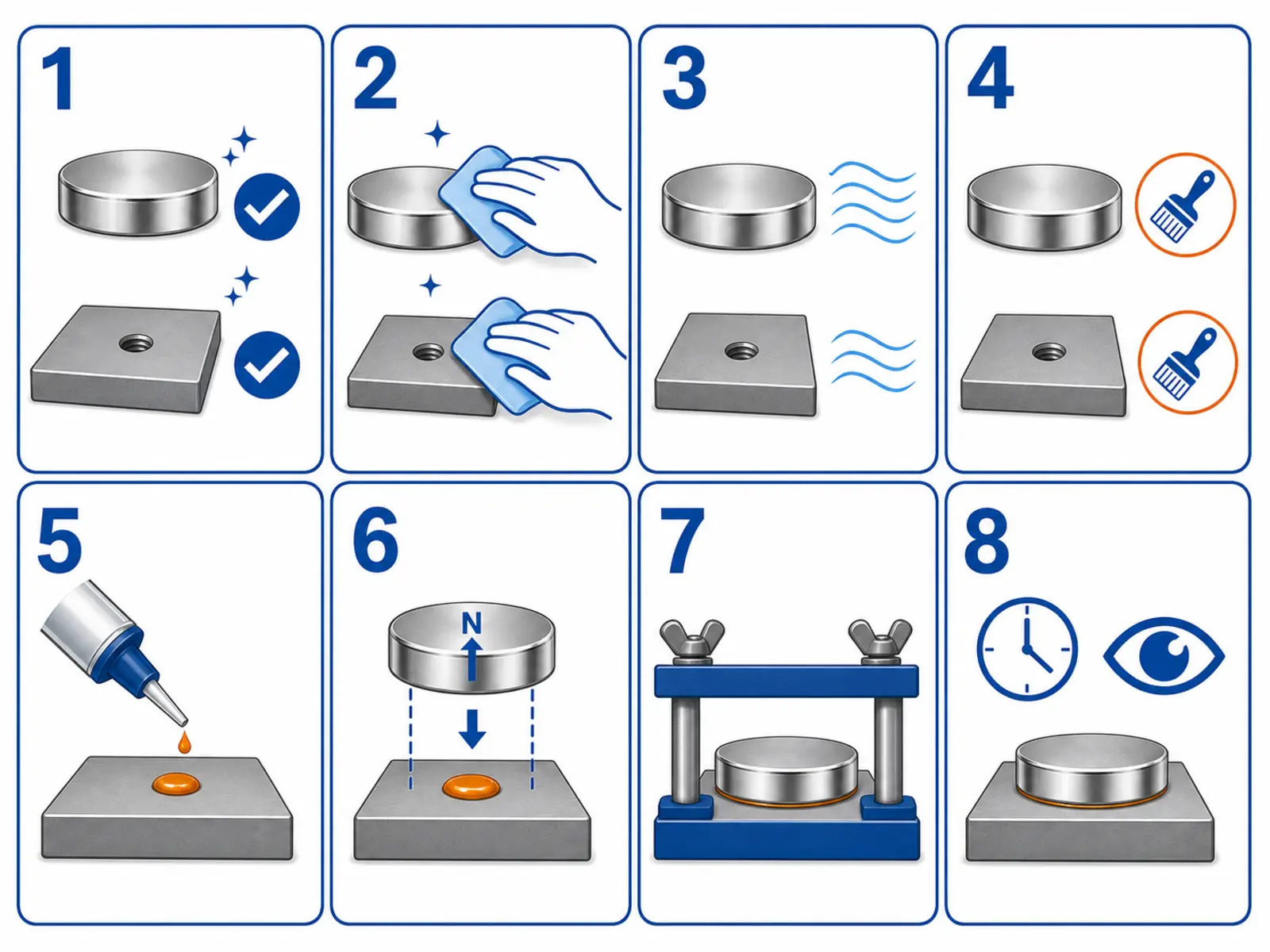
Comment coller des aimants en néodyme, étape par étape ?
Étape 1 : Vérifiez les instructions relatives au revêtement et à la colle
Identifiez le revêtement de l'aimant, le matériau d'appariement et la finition de surface.
Consultez la fiche technique (TDS) et la fiche de données de sécurité (FDS) actuelles de la colle sélectionnée. Vérifiez les exigences relatives à la préparation de la surface, à l'épaisseur de la couche, à l'application, au rapport de mélange, au temps de prise, au durcissement complet, à la température, au stockage et à la sécurité.
Étape 2 : Effectuez un montage à sec et vérifiez la polarité
Vérifiez les dimensions, les jeux, l'espace prévu pour la colle, le sens de magnétisation, la polarité et l'accès aux fixations avant d'appliquer la colle.
Les aimants puissants peuvent attirer brusquement des outils en acier, des dispositifs de fixation et d'autres aimants. Surveillez attentivement la zone de travail afin de réduire les risques de collision, d'ébréchure, de pincement et d'erreurs de polarité.
Les aimants en terres rares frittés sont fragiles et doivent être manipulés avec précaution. Guide de sélection des aimants d'Arnold Magnetic Technologies
Vérifiez également si le collage a lieu avant ou après la magnétisation. Il n’existe pas de séquence universelle optimale. Le fournisseur de l’aimant et de l’ensemble doit examiner les modalités de manipulation, le contrôle de la polarité, la conception des fixations, les composants environnants, ainsi que la possibilité de magnétiser l’ensemble fini comme prévu.
Étape 3 : Nettoyer les surfaces à coller
Éliminer les impuretés en suivant une procédure compatible avec :
- Le revêtement magnétique.
- Le substrat d'accouplement.
- L'adhésif choisi.
- Exigences en matière de sécurité au travail.
Ne partez pas du principe qu’un même solvant convient à tous les revêtements, plastiques, peintures ou adhésifs. Avant de procéder au collage, veillez à ce que les surfaces présentent les conditions requises par les instructions d’utilisation de l’adhésif.
Étape 4 : N'effectuez que le traitement de surface nécessaire
N'utilisez l'abrasion, l'application d'un apprêt, le traitement au plasma ou tout autre prétraitement que lorsque cela est requis ou autorisé par les instructions relatives à l'adhésif choisi et après avoir vérifié que ces méthodes sont compatibles avec le revêtement magnétique.
Ne mettez pas en place un procédé susceptible d'endommager ou d'éliminer le revêtement protecteur. Si la compatibilité du revêtement n'est pas connue, suspendez la procédure et demandez confirmation aux fournisseurs de l'aimant et de l'adhésif.
Étape 5 : Appliquez une quantité dosée de colle
Respectez la procédure de dosage et de mélange indiquée.
Une quantité insuffisante de colle peut entraîner une couverture incomplète. Une quantité excessive peut provoquer des débordements, contaminer les surfaces avoisinantes, fausser les dimensions finales ou créer un espace non contrôlé.
Ne calculez pas le rapport de mélange pour un produit à deux composants, sauf si le mode d'emploi du produit autorise explicitement cette méthode.
Étape 6 : Positionner et fixer l'aimant
Placez l'aimant dans le bon sens et maintenez-le en place sans le faire glisser ni le faire tourner.
Le dispositif de fixation doit garantir le jeu et l'alignement requis. Il ne doit pas exercer de pression incontrôlée susceptible d'entraîner une perte excessive d'adhésif au niveau du joint.
Étape 7 : Effectuer le durcissement indiqué
Respectez les durées et températures indiquées dans la fiche technique du produit. Ne soumettez pas l'assemblage à une charge et ne le soumettez pas à des essais simplement parce qu'il a atteint sa résistance à la manipulation.
En cas d'utilisation de la chaleur, vérifiez que l'ensemble du cycle est compatible avec la nuance de l'aimant, le revêtement, le substrat, le dispositif de fixation, l'adhésif et les composants environnants.
Étape 8 : Vérifiez le joint
Vérifier :
- Alignement et polarité des aimants.
- Mouvement visible.
- Retrait forcé.
- Couverture incomplète ou vides visibles.
- Dommages au revêtement.
- Interférences avec les composants voisins.
- Respect des exigences relatives au registre de durcissement.
Une inspection visuelle ne permet pas de garantir la résistance à long terme de l'adhérence, mais elle permet de détecter les défauts de fabrication évidents avant les essais de validation.
Comment coller un aimant sur du métal ?
Identifiez la surface métallique réelle avant de choisir le procédé de préparation.
| Surface métallique | Ce qui doit être confirmé |
|---|---|
| Acier nu | Huile, oxyde, inhibiteur de corrosion, rugosité et préparation requise |
| Acier inoxydable | Grade, état de surface, contamination et compatibilité avec les adhésifs |
| Aluminium nu | État de l'oxyde et prétraitement requis |
| Aluminium anodisé | État et étanchéité de la couche anodisée |
| Métal peint ou thermolaqué | Adhérence et durabilité du revêtement lui-même |
| Métal plaqué | Type de revêtement, état, propreté et adhérence au matériau de base |
Pour les pièces peintes, revêtues par thermolaquage, plaquées ou anodisées, l'adhésif adhère à la couche superficielle. Même un adhésif puissant ne peut pas compenser le décollement de la couche superficielle par rapport au matériau de base.
Si le métal collé fait également partie du circuit magnétique, veuillez indiquer sur le dessin l'emplacement de la colle et l'écart de collage prévu. OSENC peut évaluer la configuration magnétique dès lors que la géométrie complète, le sens d'aimantation, le composant en acier et les exigences de fonctionnement sont fournis.
Faut-il poncer un aimant en néodyme avant de le coller ?
Pas automatiquement.
Le ponçage ne doit être utilisé que lorsque les instructions relatives à l'adhésif choisi l'exigent ou l'autorisent, et que ce procédé est compatible avec le revêtement magnétique. Un ponçage trop agressif peut endommager la surface protectrice.

N’utilisez pas de grain abrasif universel, ni de durée de ponçage, de pression ou de pourcentage de surface standardisés. Ne poncez pas délibérément à travers le revêtement pour exposer une autre couche, sauf si un procédé homologué a été évalué et approuvé pour ce système précis d’aimant et d’adhésif.
Si l'abrasion est autorisée, les instructions de production doivent préciser :
- Matériau abrasif.
- Instructions de procédure.
- Pression appliquée ou réglages de l'équipement.
- Nettoyage après abrasion.
- Contrôle des revêtements.
- Critères d'acceptation.
Sans ces contrôles, le ponçage manuel peut entraîner des résultats de production irréguliers.
Pourquoi les aimants collés ne tiennent-ils pas ?
Inspectez la surface endommagée avant de remplacer l'adhésif.
| Observation d'une défaillance | Causes possibles à examiner | Ce qu'il faut vérifier |
|---|---|---|
| L'adhésif se détache facilement de l'aimant | Contamination, revêtement incompatible ou préparation de surface incomplète | Identification du revêtement, historique de nettoyage, apprêt et compatibilité des adhésifs |
| L'adhésif se détache de la pièce d'assemblage | Contamination ou couche superficielle fragile | Peinture, oxyde, additifs plastiques, huile ou agent de démoulage |
| L'adhésif se déchire de l'intérieur | Charge excessive, caractéristiques inadaptées ou durcissement incomplet | Direction de la charge, surface d'adhérence, température, rapport de mélange et historique de durcissement |
| Ascenseurs à revêtement magnétique | Défaillance au niveau de l'interface du revêtement ou détérioration du revêtement | État de la couche de revêtement à l'arrivée, préparation de la surface et exposition aux conditions environnementales |
| Le joint s'ouvre à partir d'un bord | Charge de pelage ou de fendage | Géométrie de l'articulation, rigidité, choc et rétention mécanique |
| L'adhésif reste souple | Mélange, conditions de durcissement ou stockage des matériaux incorrects | Rapport de mélange, lot, stockage, température et temps de durcissement complet |
| La défaillance survient après une exposition au service | Humidité, produits chimiques, cycles, corrosion ou fluage | Conditions environnementales et compatibilité des matériaux |
| L'aimant se brise, mais la liaison reste intacte | Choc, concentration de contraintes ou matériau fragile non soutenu | Géométrie du boîtier, manipulation lors de l'assemblage et répartition des charges sur les bords |
Notez le nombre d'échantillons présentant une défaillance, l'emplacement de la défaillance, les conditions de durcissement, l'exposition aux conditions environnementales et la direction de la charge. Ces précisions sont plus utiles que de se contenter d'indiquer que “ la colle a cédé ”.”
Dans quels cas la colle seule ne suffit-elle pas ?
Envisagez un système de retenue mécanique lorsque l'ensemble est confronté à :
- Écorchure ou choc répété.
- Vibrations importantes.
- Rotation.
- Cyclages thermiques ou environnementaux extrêmes.
- Surfaces difficiles à maîtriser.
- Conséquences en matière de sécurité en cas de détachement de l'aimant.
Parmi les options de conception possibles, on peut citer une poche, une épaulement, un capot, un capuchon de retenue ou un boîtier limitant le mouvement.
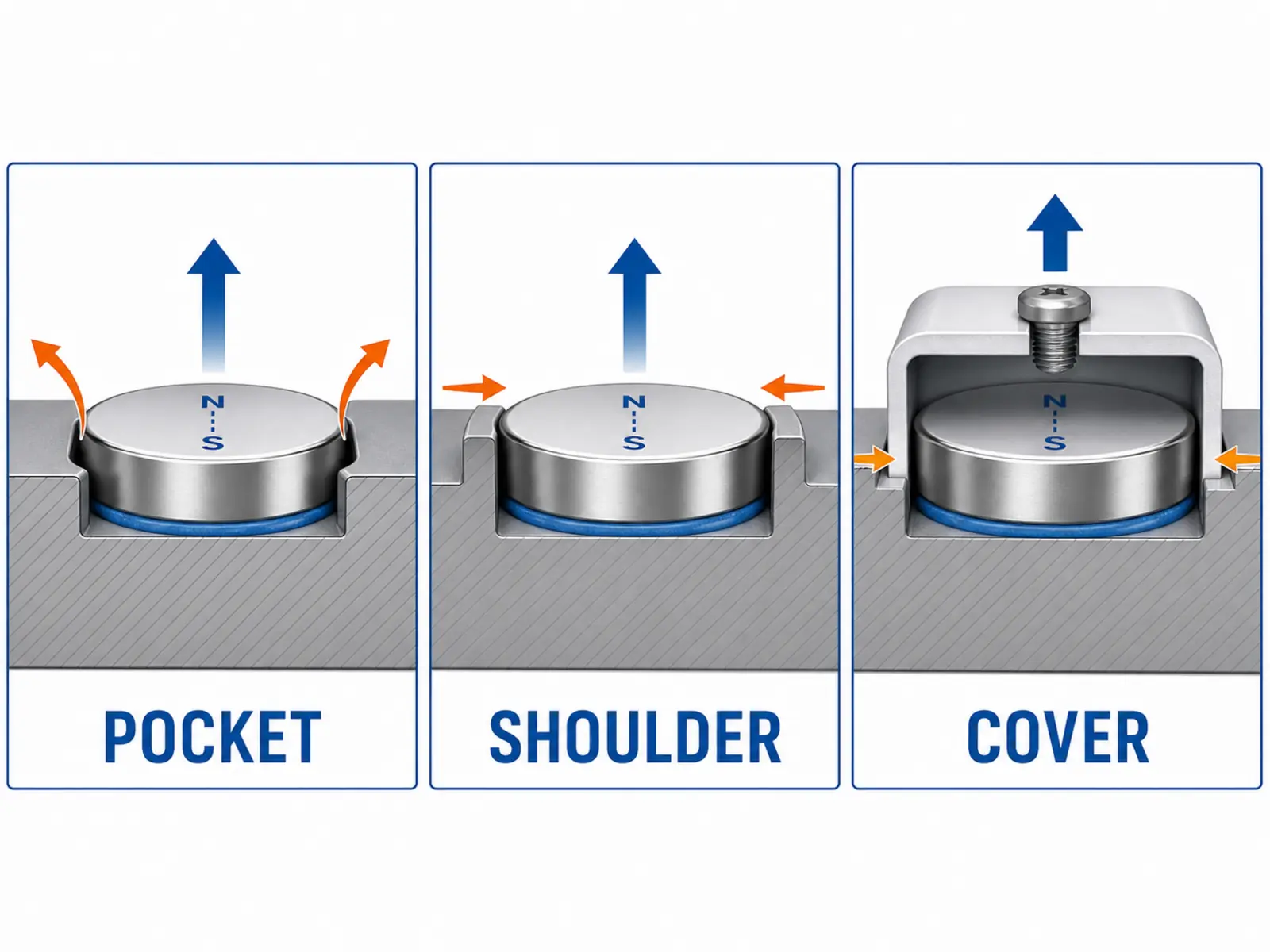
Il s'agit là d'options de conception, et non de solutions universelles. La géométrie, le matériau, le jeu, la fonction magnétique, la méthode d'assemblage et les contraintes exercées sur l'aimant fragile doivent faire l'objet d'une analyse spécifique à chaque projet.
Les recommandations de 3M en matière de conception des joints montrent également que la géométrie peut permettre de redistribuer les charges de clivage ou de pelage concentrées et peut apporter un soutien mécanique supplémentaire. Guide de conception des joints adhésifs 3M
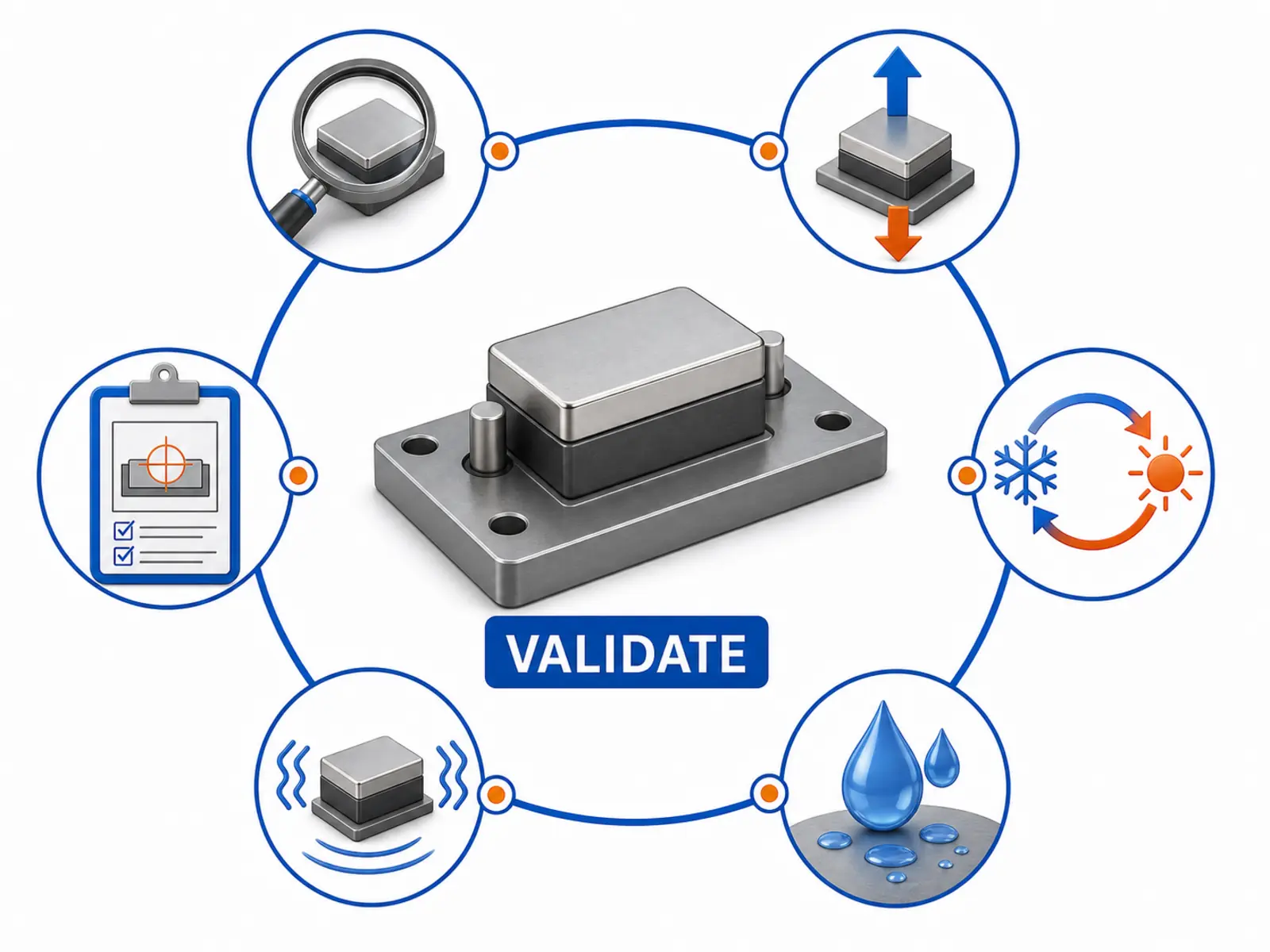
Comment vérifier la qualité du collage avant la production ?
Testez des pièces de série représentatives plutôt que de vous fier uniquement à un essai de traction manuel ou à une valeur générique de résistance de l'adhésif.
| Données de validation | Ce qu'il faut enregistrer |
|---|---|
| Aimant | Catégorie, revêtement, dimensions, magnétisation et conditions de fabrication |
| Composant d'accouplement | Matériau, finition de surface, propreté et géométrie |
| Adhésif | Produit, lot, conditions de stockage et méthode d'application exacts |
| Processus | Préparation de la surface, quantité, jeu, fixation, temps de durcissement et température |
| Exemples | Quantité d'échantillons et variation de la production représentées |
| Charger | Direction, vitesse, amplitude, durée, impact, couple ou charge combinée |
| Environnement | Température, cycles thermiques, humidité, eau et produits chimiques |
| Résultats | Valeur mesurée, déplacement, dommages visibles et emplacement de la défaillance |
| Acceptation | Critères de réussite ou d'échec définis par le projet et conséquences d'un échec |
Le projet doit définir la quantité d'échantillon, les conditions de conditionnement, la méthode de chargement, la valeur d'acceptation et le coefficient de sécurité. Cet article ne fournit pas de valeurs d'essai universelles.
Quelles informations faut-il inclure dans un appel d'offres concernant le collage magnétique ?
Envoyer :
- Dessin, dimensions et forme de l'aimant.
- Fonction magnétique requise.
- Catégorie « Aimant », si elle est déjà sélectionnée.
- Direction de magnétisation et disposition des pôles.
- Revêtement magnétique.
- Matériau et finition de surface des pièces d'assemblage.
- Surface disponible pour la caution.
- Écart adhésif prévu et variation dimensionnelle.
- Direction de la charge mécanique.
- Résultat requis concernant la force d'attraction magnétique, le champ magnétique, le couple, le positionnement, la détection ou l'accouplement.
- Températures de montage et de fonctionnement.
- Exposition à l'humidité, à l'eau, aux produits chimiques, aux vibrations et aux chocs.
- Durée de vie prévue.
- Conséquences en cas de détachement de l'aimant.
- Que la liaison se produise avant ou après la magnétisation.
- Adhésif, apprêt ou activateur proposé, s'il a déjà été choisi.
- Quantité produite et durée théorique du processus.
- Méthode d'inspection et de validation requise.
- Nécessité d'une rétention mécanique.
- Quantité de prototypes.
OSENC peut examiner les plans et les spécifications techniques pour aimants en néodyme personnalisés, notamment la nuance, le revêtement, les dimensions, la tolérance, le sens d'aimantation et la structure d'assemblage.
Cette analyse permet d'identifier les risques liés à l'ajustement, à la polarité, au revêtement et à la disposition des aimants avant la phase d'échantillonnage. Le choix de l'adhésif, la faisabilité du procédé de collage et la validation des assemblages doivent toutefois encore être confirmés pour chaque projet.
Foire aux questions
Quelle est la meilleure colle pour les aimants en néodyme ?
Les produits à base d'époxy et d'acrylique structurel constituent souvent le point de départ des assemblages permanents, mais le choix optimal dépend du revêtement, du support, de l'écart, de la charge, de l'environnement et du processus de durcissement.
La colle forte peut-elle fixer des aimants en néodyme ?
Il peut contenir de petites pièces ajustées. Vérifiez que le produit répond bien aux exigences en matière d'écart, de décollement, de résistance aux chocs, d'humidité, de température et de durée de vie.
Peut-on utiliser de la colle chaude sur des aimants ?
Ne partez pas du principe que la colle à chaud convient. Vérifiez sa température d'application, son comportement sous charge à long terme, sa résistance aux conditions environnementales, ainsi que sa compatibilité avec la nuance d'aimant et le revêtement choisis.
Faut-il poncer un aimant en néodyme avant de le coller ?
Uniquement si les instructions relatives à l'adhésif l'autorisent et s'il a été vérifié que le processus de préparation est compatible avec le revêtement. Ne pas poncer jusqu'à percer la couche protectrice.
Combien de temps faut-il pour que la colle pour aimants durcisse ?
Respectez les conditions de durcissement complet indiquées dans la fiche technique (TDS) du produit concerné. Le temps de prise ou de manipulation ne signifie pas que le joint a atteint son durcissement complet.
Pourquoi un aimant collé se détache-t-il ?
Les points à examiner comprennent notamment la contamination, l'incompatibilité des surfaces, un durcissement incomplet, une défaillance du revêtement, un écart excessif et la charge de décollement.
L'épaisseur de la colle réduit-elle la force magnétique ?
Cela peut avoir une incidence lorsque la couche adhésive modifie un entrefer magnétique fonctionnel ou un circuit magnétique. L'effet dépend de la géométrie globale de l'ensemble et doit être évalué pour chaque conception spécifique.
Dois-je utiliser de la colle liquide ou un aimant autocollant ?
Les aimants dotés d'un support adhésif peuvent faciliter la fixation sur des surfaces planes adaptées. Les adhésifs de construction offrent différentes solutions en fonction des assemblages techniques, des matériaux, des écarts et des conditions environnementales.
Vous avez besoin d'aide pour examiner un assemblage d'aimants sur mesure ?
Envoyez à OSENC votre dessin, les informations relatives aux matériaux d'assemblage, la direction de la charge, l'environnement d'utilisation, les exigences magnétiques et la quantité de prototypes.
OSENC peut vous aider à vérifier le type d'aimant, le revêtement, les dimensions, les tolérances, le sens d'aimantation et la structure d'assemblage avant la réalisation d'échantillons. Pour les projets impliquant un collage, le produit adhésif, la responsabilité du processus et les exigences de validation doivent être confirmés séparément.
Contactez l'OSENC au sujet de votre projet « Magnet »