Demagnetyzacja to proces zmniejszania lub usuwania niepożądanego magnetyzmu szczątkowego z materiału, przedmiotu obrabianego, narzędzia lub komponentu.
W produkcji proces rozmagnesowania jest ważny, ponieważ magnetyzm szczątkowy może przyciągać metalowe wióry, wpływać na jakość obróbki, zakłócać spawanie, zakłócać powlekanie lub galwanizację, powodować problemy z czyszczeniem i zmniejszać dokładność pomiaru.
Obrabiany przedmiot nie zawsze musi stać się całkowicie niemagnetyczny. W większości przypadków przemysłowych celem jest zmniejszenie magnetyzmu szczątkowego do akceptowalnego poziomu dla następnego procesu, etapu kontroli lub ostatecznego zastosowania.

Szybka odpowiedź: Co to jest demagnetyzacja?
Demagnetyzacja to proces zmniejszania lub usuwania niepożądanego magnetyzmu szczątkowego z materiału, przedmiotu obrabianego, narzędzia lub komponentu.
W produkcji proces rozmagnesowywania jest ważny, ponieważ magnetyzm szczątkowy może powodować praktyczne problemy produkcyjne. Może przyciągać metalowe wióry, zakłócać spawanie, wpływać na powlekanie lub galwanizację, powodować problemy z czyszczeniem, zakłócać pomiary lub prowadzić do zanieczyszczenia montażu.
Dlaczego proces rozmagnesowania jest ważny
Proces rozmagnesowania jest ważny, ponieważ magnetyzm szczątkowy może stwarzać praktyczne problemy w produkcji.
Namagnesowany przedmiot obrabiany może przyciągać wióry metalowe, pył szlifierski, małe śruby, cząstki tnące lub inne zanieczyszczenia ferromagnetyczne. Cząstki te mogą pozostawać na powierzchni i wpływać na czyszczenie, obróbkę, pomiary, powlekanie lub montaż.
W produkcji precyzyjnej nawet niewielka ilość niepożądanego magnetyzmu może powodować problemy z jakością. Może on wpływać na wykończenie powierzchni, zwiększać zużycie narzędzi, zakłócać spawanie, powodować wady powłoki lub zakłócać działanie sprzętu testującego.
Demagnetyzacja jest często stosowana przed lub po:
- Obróbka skrawaniem
- Szlifowanie
- Wiercenie
- Spawanie
- Galwanizacja
- Powłoka
- Czyszczenie
- Montaż
- Kontrola cząstek magnetycznych
- Testy wiroprądowe
- Końcowa kontrola jakości
Z tego powodu demagnetyzacja powinna być traktowana jako proces kontroli jakości, a nie tylko etap końcowy.
Co powoduje magnetyzm szczątkowy?
Magnetyzm szczątkowy to pole magnetyczne, które pozostaje w materiale po wystawieniu go na działanie pola magnetycznego, prądu elektrycznego, uchwytu magnetycznego lub innego magnesującego wpływu.
Do najczęstszych przyczyn magnetyzmu szczątkowego należą
- Mocowanie magnetyczne podczas obróbki
- Magnetyczne podnoszenie i przenoszenie
- Kontakt z magnesami trwałymi
- Wiercenie, frezowanie, toczenie, szlifowanie lub piłowanie
- Spawanie lub przepływ prądu przez część
- Hartowanie indukcyjne
- Gięcie, formowanie lub prasowanie
- Znakowanie laserowe
- Kontrola cząstek magnetycznych
- Przechowywanie w pobliżu silnych pól magnetycznych
- Kontakt z namagnesowanymi narzędziami lub osprzętem
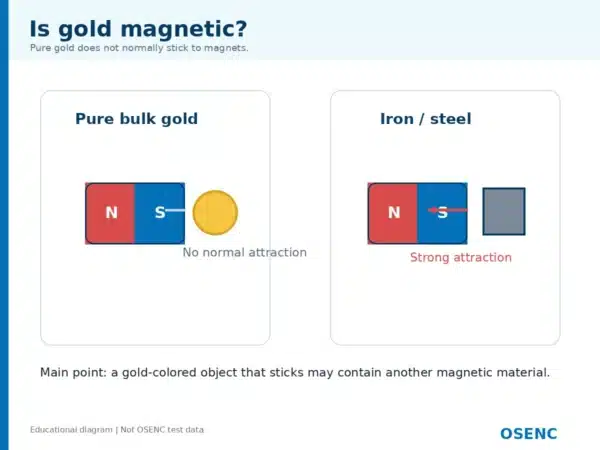
Materiały ferromagnetyczne są bardziej podatne na zachowanie magnetyzmu szczątkowego. Należą do nich stale, żeliwo, nikiel, kobalt i niektóre stopy. Niektóre stale nierdzewne są znacznie mniej magnetyczne, ale niektóre części ze stali nierdzewnej mogą stać się magnetyczne po formowaniu, obróbce skrawaniem lub obróbce na zimno.
Jakie problemy może powodować magnetyzm szczątkowy?

Magnetyzm szczątkowy może wpływać na więcej niż jeden etap produkcji. Część może wyglądać akceptowalnie, ale niepożądany magnetyzm może nadal stwarzać problemy podczas czyszczenia, spawania, pomiarów, obróbki powierzchni lub montażu..
| Problem | Dlaczego to ma znaczenie |
| Metalowe wióry przyklejają się do obrabianego przedmiotu | Wióry mogą wpływać na czyszczenie, obróbkę, wykończenie powierzchni i końcowy montaż. |
| Pył szlifierski pozostaje na powierzchni | Drobne cząstki mogą obniżyć jakość powierzchni i zwiększyć nakład pracy związany z czyszczeniem. |
| Odchylenie łuku spawalniczego | Magnetyzm szczątkowy może zakłócać łuk spawalniczy i powodować niestabilne spoiny. |
| Wady powłoki lub galwanizacji | Cząstki metaliczne mogą powodować zanieczyszczenie, nierównomierne pokrycie lub słabe wyniki powierzchni. |
| Problemy z czyszczeniem | Cząsteczki magnetyczne mogą pozostać przyczepione po normalnym myciu lub przedmuchiwaniu powietrzem. |
| Błędy pomiarowe | Pola szczątkowe mogą wpływać na urządzenia pomiarowe lub dokładność kontroli. |
| Błędy testowania prądów wirowych | Niepożądane pola magnetyczne mogą zakłócać testy nieniszczące i powodować fałszywe odrzucenia. |
| Zanieczyszczenia montażowe | Małe cząsteczki metalu mogą pozostać na precyzyjnych częściach i wpłynąć na końcową wydajność. |
| Zwiększone zużycie narzędzi | Przywierające wióry i cząstki mogą uszkodzić narzędzia, powierzchnie i osprzęt. |
Najważniejszy punkt jest prosty: magnetyzm szczątkowy może powodować ukryte zagrożenia dla jakości. Demagnetyzacja pomaga zmniejszyć te zagrożenia, zanim staną się one wadami produkcyjnymi, przeróbkami lub reklamacjami klientów.
Jak działa proces rozmagnesowywania?

Proces rozmagnesowania zwykle polega na wystawieniu części na działanie zmiennego pola magnetycznego, którego siła stopniowo maleje.
To zmienne pole wielokrotnie zmienia kierunek magnetyczny wewnątrz materiału. Gdy pole staje się słabsze, domeny magnetyczne stają się mniej wyrównane. Pozostałe pole magnetyczne jest następnie redukowane.
Prosty proces wygląda następująco:
- Obrabiany przedmiot zawiera niepożądany magnetyzm szczątkowy.
- Demagnetyzer wytwarza zmienne pole magnetyczne.
- Natężenie pola stopniowo maleje.
- Domeny magnetyczne stają się mniej wyrównane.
- Szczątkowe pole magnetyczne staje się słabsze.
- Wynik jest sprawdzany za pomocą urządzenia do pomiaru pola magnetycznego.
Ostateczny wynik zależy od materiału obrabianego przedmiotu, rozmiaru, kształtu, grubości ścianki, początkowego poziomu namagnesowania, typu demagnetyzera, natężenia pola, częstotliwości i prędkości procesu.
Popularne metody rozmagnesowywania

Nie ma jednej metody rozmagnesowywania, która pasowałaby do każdej części. Właściwa metoda zależy od rozmiaru obrabianego przedmiotu, geometrii, materiału, wielkości produkcji i wymaganego limitu magnetyzmu szczątkowego.
Demagnetyzacja w polu przemiennym
Demagnetyzacja polem przemiennym jest jedną z najpopularniejszych metod przemysłowych.
Obrabiany przedmiot jest wystawiany na działanie zmiennego pola magnetycznego, a natężenie pola jest stopniowo zmniejszane. Metoda ta jest szeroko stosowana, ponieważ jest praktyczna w przypadku wielu stalowych elementów, narzędzi, obrabianych części i komponentów.
Demagnetyzery tunelowe
Demagnetyzery tunelowe są często używane na liniach produkcyjnych.
Części przechodzą przez tunel rozmagnesowujący, zwykle ręcznie, przenośnikiem lub systemem rolkowym. Metoda ta jest odpowiednia dla powtarzających się części produkcyjnych, przetwarzania wsadowego i elementów o regularnych kształtach..
Demagnetyzery stołowe lub płytowe
Demagnetyzery stołowe są często używane do płaskich części, narzędzi, małych elementów lub zastosowań warsztatowych.
Część jest przesuwana po powierzchni rozmagnesowującej. Metoda ta jest praktyczna dla ręcznych stacji roboczych, obszarów obróbki, obszarów inspekcji i warsztatów naprawczych.
Ręczne demagnetyzery
Ręczne demagnetyzery są przydatne w przypadku dużych, nieregularnych lub trudnych do przesuwania elementów.
Operator przesuwa urządzenie po powierzchni przedmiotu obrabianego w celu zmniejszenia magnetyzmu szczątkowego. Metoda ta jest elastyczna, ale ostateczny wynik zależy w dużej mierze od techniki operatora, geometrii części i pomiaru po rozmagnesowaniu..
Demagnetyzacja impulsowa
Demagnetyzacja impulsowa wykorzystuje kontrolowany impuls magnetyczny, który rośnie, a następnie maleje w kontrolowany sposób.
Metoda ta może być stosowana, gdy wymagany jest bardziej kontrolowany proces rozmagnesowywania, szczególnie w przypadku części o określonej geometrii lub wymaganiach dotyczących magnetyzmu szczątkowego.
Gdzie stosuje się demagnetyzację?
Demagnetyzacja jest stosowana w wielu dziedzinach przemysłu, w których magnetyzm szczątkowy może wpływać na jakość produkcji, czystość, inspekcję lub końcową wydajność.
| Obszar zastosowań | Dlaczego demagnetyzacja ma znaczenie |
| Obróbka skrawaniem | Pomaga zapobiegać przywieraniu wiórów do obrabianych przedmiotów, narzędzi i osprzętu. |
| Szlifowanie i docieranie | Pomaga zmniejszyć przyczepność drobnych cząstek metalu i pyłu szlifierskiego. |
| Spawanie | Pomaga zmniejszyć ugięcie łuku i niestabilne spoiny. |
| Galwanizacja i powlekanie | Pomaga zmniejszyć zanieczyszczenie cząstkami i defekty powierzchni. |
| Czyszczenie | Ułatwia usuwanie cząstek metalicznych z powierzchni części. |
| Montaż | Pomaga zapobiegać pozostawaniu małych cząstek metalu na precyzyjnych częściach. |
| Testy wiroprądowe | Pomaga zmniejszyć zakłócenia testowania i fałszywe odrzucenia. |
| Kontrola cząstek magnetycznych | Pomaga usunąć magnetyzm szczątkowy po inspekcji. |
| Precyzyjne komponenty | Pomaga poprawić czystość, niezawodność pomiarów i jakość końcową. |
| Elementy złączne i śruby | Pomaga zredukować pozostałości wiórów przed końcowym czyszczeniem, pakowaniem lub montażem. |
| Części samochodowe | Pomaga w utrzymaniu czystości powierzchni i bardziej niezawodnej kontroli. |
| Części form i oprzyrządowania | Pomaga zapobiegać przywieraniu wiórów, pyłu i cząstek podczas przetwarzania. |
Jak sprawdzić, czy demagnetyzacja się powiodła?
Rozmagnesowaną część należy sprawdzić za pomocą gaussomierza lub urządzenia do pomiaru pola magnetycznego. </Sama kontrola wzrokowa nie jest wystarczająca.
Dopuszczalny poziom magnetyzmu szczątkowego zależy od kolejnego procesu, specyfikacji klienta, wymagań branżowych lub metody kontroli.Niektóre procesy akceptują niskie pole szczątkowe. Inne wymagają bardziej rygorystycznych limitów.
Ważne punkty kontrolne obejmują:
- Zmierz więcej niż jeden obszar przedmiotu obrabianego.
- Sprawdź krawędzie, otwory, narożniki, rowki i długie powierzchnie.
- Sprawdź zarówno przed, jak i po rozmagnesowaniu.
- Do wielokrotnych porównań należy stosować tę samą metodę pomiaru.
- Powtórzyć proces rozmagnesowywania, jeśli pole szczątkowe jest nadal zbyt wysokie.
- Użyj specyfikacji klienta lub wymagań procesu jako ostatecznego standardu.
Absolutne zero magnetyzmu zwykle nie jest realistyczne ani konieczne. Praktycznym celem jest zmniejszenie magnetyzmu szczątkowego poniżej poziomu powodującego problemy produkcyjne, kontrolne lub funkcjonalne.
Demagnetyzacja a rozmagnesowanie: Czy są takie same?
Demagnetyzacja i rozmagnesowanie są często używane w podobny sposób, ale ich znaczenie zależy od branży.
W produkcji demagnetyzacja zwykle oznacza redukcję niepożądanego magnetyzmu szczątkowego w obrabianych przedmiotach, narzędziach, częściach lub komponentach.
Rozmagnesowanie jest również używane do opisania redukcji lub usuwania pól magnetycznych. Jest to powszechne w elektronice, przechowywaniu danych, redukcji sygnatur magnetycznych statków i przemysłowych zastosowaniach rozmagnesowywania.
Dla wielu użytkowników zajmujących się produkcją, oba terminy wskazują na ten sam praktyczny cel: zmniejszenie niepożądanego magnetyzmu, aby część mogła bezpiecznie przejść do następnego procesu..
Czy rozmagnesowanie sprawia, że stal staje się niemagnetyczna?
Demagnetyzacja nie zmienia stali magnetycznej w niemagnetyczną.
Usuwa lub redukuje aktualny stan namagnesowania przedmiotu obrabianego. Nie zmienia podstawowej struktury materiału. Stal ferrytyczna lub martenzytyczna może zostać ponownie namagnesowana, jeśli zostanie wystawiona na działanie pola magnetycznego, zacisku magnetycznego, prądu elektrycznego lub procesu kontroli magnetycznej.
Jest to ważne rozróżnienie. Demagnetyzacja rozwiązuje problem niepożądanego magnetyzmu szczątkowego. Nie przekształca materiału w stop niemagnetyczny.
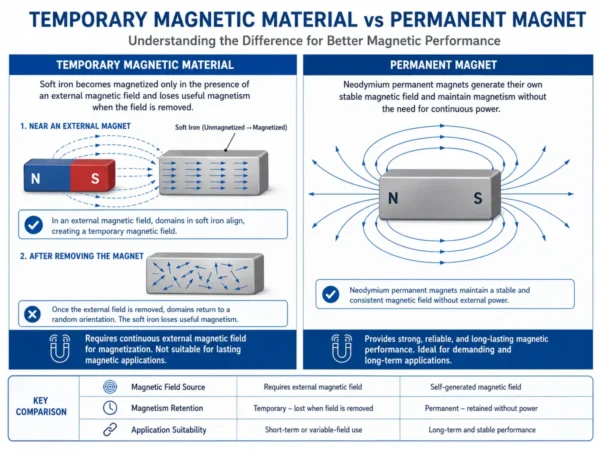
Demagnetyzacja przedmiotów obrabianych a magnesy stałe

Rozmagnesowywanie przedmiotu obrabianego różni się od rozmagnesowywania magnesu stałego.
Namagnesowany stalowy przedmiot obrabiany może mieć tylko niepożądany magnetyzm szczątkowy. Celem jest zwykle zmniejszenie tego pola szczątkowego do bezpiecznego lub akceptowalnego poziomu.
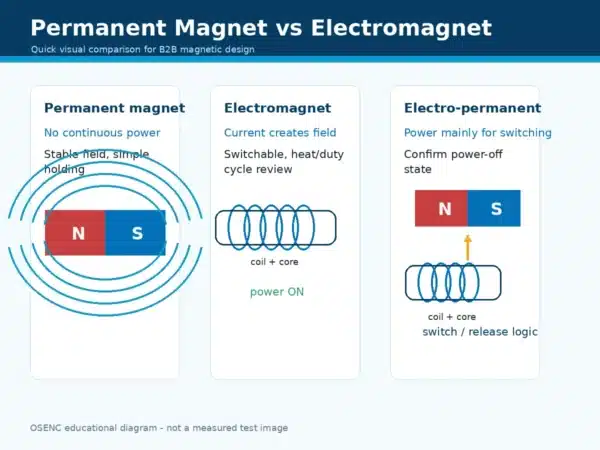
Magnesy trwałe są zaprojektowane tak, aby zachować swój magnetyzm. Na przykład magnesy neodymowe są wykonane tak, aby zapewnić silne i stabilne działanie magnetyczne. Przypadkowe rozmagnesowanie magnesu trwałego może zmniejszyć jego siłę trzymania, siłę pola lub wydajność produktu końcowego.
Różnica ta ma znaczenie w produkcji. Przedmioty obrabiane mogą wymagać rozmagnesowania przed spawaniem, powlekaniem, czyszczeniem lub inspekcją. Magnesy trwałe zwykle wymagają ochrony przed rozmagnesowaniem spowodowanym nadmiernym ciepłem, silnymi przeciwnymi polami magnetycznymi, złą konstrukcją lub nieprawidłową obsługą.
W przypadku niestandardowych magnesów neodymowych, gatunek magnesu, temperatura pracy, powłoka, kierunek namagnesowania i środowisko zastosowania powinny zostać dokładnie sprawdzone przed rozpoczęciem produkcji.
Najczęstsze błędy związane z demagnetyzacją
Błąd 1: Myślenie, że rozmagnesowanie zawsze oznacza zerowy magnetyzm
W większości przypadków produkcyjnych zerowy magnetyzm nie jest prawdziwym celem. Celem jest zmniejszenie magnetyzmu szczątkowego poniżej poziomu, który wpływa na następny proces lub ostateczne zastosowanie.
Błąd 2: Sprawdzanie tylko jednego punktu na obrabianym przedmiocie
Magnetyzm szczątkowy może nie być równomiernie rozłożony. Krawędzie, otwory, narożniki, rowki i długie powierzchnie mogą wykazywać różne odczyty. Należy sprawdzić kilka punktów.
Błąd 3: Używanie niewłaściwego demagnetyzera
Ręczny demagnetyzer może być odpowiedni do niektórych dużych lub nieregularnych części. Demagnetyzer stołowy może być lepszy do płaskich części. Demagnetyzer tunelowy może być lepszy dla części z linii produkcyjnej. Niewłaściwy sprzęt może pozostawić resztki magnetyzmu w części.
Błąd 4: Zapominanie o pomiarze po rozmagnesowaniu
Rozmagnesowanie należy zweryfikować. Część może nadal posiadać magnetyzm szczątkowy nawet po jednokrotnym przejściu przez demagnetyzer.
Błąd 5: Traktowanie przedmiotów obrabianych i magnesów trwałych w ten sam sposób
Przedmiot obrabiany z magnetyzmem szczątkowym i magnes stały to nie to samo. Przedmiot obrabiany może wymagać rozmagnesowania. Magnes trwały zwykle wymaga ochrony przed przypadkowym rozmagnesowaniem.
Jak firma Osenc rozumie proces rozmagnesowania w produkcji magnesów
Firma Osenc specjalizuje się w magnesach stałych, magnesach NdFeB wykonywanych na zamówienie oraz zespołach magnetycznych. W projektach związanych z magnesami należy dokładnie zrozumieć proces rozmagnesowywania, ponieważ celem nie zawsze jest usunięcie magnetyzmu.
W przypadku elementów stalowych, rozmagnesowanie jest często stosowane w celu zmniejszenia niepożądanego magnetyzmu szczątkowego przed obróbką, powlekaniem, czyszczeniem, inspekcją lub montażem..
W przypadku magnesów trwałych nacisk jest zwykle inny. Celem jest utrzymanie stabilnej wydajności magnetycznej i uniknięcie niepożądanego rozmagnesowania spowodowanego ciepłem, przeciwnymi polami magnetycznymi, złym doborem gatunku materiału lub nieodpowiednimi warunkami aplikacji.
Osenc może zapewnić klientom wsparcie w zakresie wybór materiału magnesu, przegląd klasy magnesu, wybór powłoki, kierunek namagnesowania, wymagania wymiarowe i projekt zespołu magnetycznego. Pomaga to zmniejszyć ryzyko wyboru magnesu, który jest silny na papierze, ale nieodpowiedni dla rzeczywistego środowiska pracy.
Kiedy należy rozmagnesować obrabiany przedmiot?
Rozmagnesowanie przedmiotu obrabianego należy rozważyć, gdy magnetyzm szczątkowy może mieć wpływ na następny etap produkcji lub kontroli.
Demagnetyzacja jest szczególnie ważna przed:
- Obróbka precyzyjna
- Czyszczenie końcowe
- Spawanie
- Powłoka powierzchniowa
- Galwanizacja
- Montaż
- Pomiar
- Testowanie twardości
- Testy wiroprądowe
- Pakowanie precyzyjnych części metalowych
- Dostawa do klientów z wymaganiami dotyczącymi magnetyzmu szczątkowego
Jest to również przydatne po kontroli cząstek magnetycznych lub zaciskaniu magnetycznym, ponieważ procesy te mogą pozostawić niepożądany magnetyzm w części.
Jakie informacje są potrzebne przed wyborem metody demagnetyzacji?
Przed wyborem metody demagnetyzacji należy zapoznać się z kilkoma szczegółami:
- Materiał obrabianego przedmiotu
- Rozmiar obrabianego przedmiotu
- Grubość ścianki
- Kształt i geometria
- Początkowy poziom magnetyzmu szczątkowego
- Docelowy limit magnetyzmu szczątkowego
- Wielkość produkcji
- Niezależnie od tego, czy część jest płaska, długa, okrągła, nieregularna czy zmontowana
- Czy część może przejść przez demagnetyzer tunelowy
- Czy część musi być obsługiwana ręcznie
- Niezależnie od tego, czy następnym procesem jest obróbka skrawaniem, spawanie, powlekanie, czyszczenie, pomiary czy testowanie
Informacje te pomagają określić, czy bardziej odpowiednia jest ręczna, stołowa, tunelowa czy impulsowa metoda rozmagnesowywania.
FAQ
Czym jest demagnetyzacja?
Demagnetyzacja to proces zmniejszania lub usuwania niepożądanego magnetyzmu szczątkowego z materiału, przedmiotu obrabianego, narzędzia lub komponentu.
Dlaczego proces rozmagnesowywania jest ważny?
Proces rozmagnesowania jest ważny, ponieważ magnetyzm szczątkowy może przyciągać cząstki metalu, wpływać na jakość obróbki, zakłócać spawanie, powodować wady powłoki, zmniejszać wydajność czyszczenia i powodować błędy pomiaru lub kontroli.
Czym jest magnetyzm szczątkowy?
Magnetyzm szczątkowy to pole magnetyczne, które pozostaje w materiale po wystawieniu go na działanie pola magnetycznego, prądu elektrycznego, mocowania magnetycznego, obróbki skrawaniem, kontroli magnetycznej lub innego wpływu magnetyzującego.
Jak działa demagnetyzer?
Demagnetyzer zwykle stosuje zmienne pole magnetyczne, które stopniowo maleje. Zmniejsza to wyrównanie domen magnetycznych wewnątrz materiału i obniża szczątkowe pole magnetyczne.
Czy demagnetyzacja to to samo co rozmagnesowanie?
W wielu kontekstach przemysłowych demagnetyzacja i rozmagnesowanie są używane w podobny sposób. Oba opisują redukcję niepożądanego magnetyzmu szczątkowego, chociaż rozmagnesowanie jest również powszechnie stosowane w elektronice, przechowywaniu danych i redukcji sygnatur magnetycznych.
Czy rozmagnesowanie sprawia, że stal staje się niemagnetyczna?
Demagnetyzacja usuwa lub zmniejsza istniejący stan namagnesowania, ale nie zmienia struktury materiału stali. Stal ferromagnetyczna może zostać ponownie namagnesowana.
Kiedy należy rozmagnesowywać obrabiane elementy?
Przedmioty obrabiane powinny być rozmagnesowywane przed lub po procesach, w których magnetyzm szczątkowy może powodować problemy, takich jak obróbka skrawaniem, spawanie, powlekanie, galwanizacja, czyszczenie, montaż, pomiary lub badania nieniszczące.
Jak mierzy się magnetyzm szczątkowy?
Magnetyzm szczątkowy jest zwykle mierzony za pomocą miernika gaussowskiego lub urządzenia do pomiaru pola magnetycznego. Dopuszczalny limit zależy od wymagań procesu lub specyfikacji klienta.
Czy magnes trwały można rozmagnesować?
Tak. Magnes trwały może stracić siłę magnetyczną, jeśli zostanie wystawiony na działanie nadmiernego ciepła, silnych przeciwstawnych pól magnetycznych, uszkodzeń mechanicznych lub nieodpowiednich warunków pracy. Zwykle jest to niepożądane i należy tego unikać w zastosowaniach związanych z magnesami.
Czy każdy obrabiany przedmiot wymaga rozmagnesowania?
Demagnetyzacja jest konieczna, gdy magnetyzm szczątkowy może wpływać na produkcję, czyszczenie, spawanie, powlekanie, pomiary, kontrolę, montaż lub końcowe użytkowanie.
Wnioski
Demagnetyzacja jest ważna, ponieważ niepożądany magnetyzm szczątkowy może powodować rzeczywiste problemy produkcyjne. Może on przyciągać metalowe wióry, wpływać na obróbkę, zakłócać spawanie, obniżać jakość czyszczenia, powodować wady powłoki i zakłócać pomiary lub kontrolę.
Kluczem nie zawsze jest osiągnięcie zerowego magnetyzmu. Lepszym celem jest zmniejszenie magnetyzmu szczątkowego do akceptowalnego poziomu dla następnego procesu lub ostatecznego zastosowania.
W przypadku produkcji detali, rozmagnesowanie pomaga poprawić stabilność procesu i jakość produktu. W przypadku magnesów trwałych nacisk jest inny: działanie magnesu powinno być chronione przed przypadkowym rozmagnesowaniem poprzez odpowiedni dobór gatunku, kontrolę temperatury, wybór powłoki, kierunek namagnesowania i projekt aplikacji.
Potrzebujesz pomocy w wyborze magnesów do zastosowań, w których liczy się wydajność magnetyczna, magnetyzm szczątkowy, temperatura, powłoka lub kierunek namagnesowania?
Firma Osenc oferuje wsparcie w zakresie magnesów neodymowych wykonywanych na zamówienie, zespołów magnetycznych, doboru materiałów, weryfikacji kierunku namagnesowania oraz projektowania magnesów dostosowanych do konkretnych zastosowań