La démagnétisation est une opération qui réduit le magnétisme résiduel indésirable dans une pièce, un outil, un composant métallique ou un matériau ferromagnétique.
Dans la plupart des applications industrielles, l’objectif n’est pas d’obtenir une pièce absolument amagnétique. Il s’agit plutôt de réduire le champ magnétique résiduel à un niveau acceptable pour le procédé suivant, les exigences du client ou l’utilisation finale.
Une pièce ne doit pas nécessairement devenir complètement non magnétique. Dans la plupart des applications industrielles, l’objectif est de réduire la magnétisation résiduelle à un niveau acceptable pour le processus en aval, l’étape d’inspection ou l’utilisation finale.

Réponse rapide : qu’est-ce que la démagnétisation ?
La démagnétisation est une opération qui réduit le magnétisme résiduel indésirable dans une pièce, un outil, un composant métallique ou un matériau ferromagnétique.
Elle est importante en production car une pièce magnétisée peut attirer des copeaux, retenir des particules fines, perturber le soudage, gêner le nettoyage, provoquer des défauts de traitement de surface ou fausser certaines mesures. Pour cette raison, la démagnétisation est souvent intégrée au contrôle qualité, surtout dans les procédés de précision.
Pourquoi la démagnétisation est-elle importante en fabrication ?
La démagnétisation est importante parce que le magnétisme résiduel peut créer des problèmes concrets à plusieurs étapes de production.
Une pièce encore magnétisée peut attirer des copeaux métalliques, des poussières de meulage, de petites vis, des particules d’usinage ou d’autres contaminants ferromagnétiques. Ces résidus peuvent adhérer à la surface et compromettre les opérations de nettoyage, d’usinage, de contrôle dimensionnel, de revêtement ou d’assemblage.
Dans les procédés de fabrication de précision, même un faible niveau de magnétisme indésirable peut compromettre la qualité des pièces. Il peut altérer l’état de surface, augmenter l’usure des outils, perturber les opérations de soudage, générer des défauts de revêtement ou fausser les résultats des équipements de contrôle.
La démagnétisation est souvent utilisée avant ou après les opérations suivantes :
- Usinage.
- Meulage.
- Perçage.
- Soudage.
- Galvanoplastie
- Traitement de surface.
- Nettoyage.
- Assemblage.
- Contrôle par magnétoscopie.
- Contrôle par courants de Foucault.
- Inspection qualité finale.
C’est pourquoi la démagnétisation doit être considérée comme une opération de contrôle qualité, et non comme une simple étape de finition.
Quelles sont les causes du magnétisme résiduel ?
Le magnétisme résiduel correspond au champ magnétique qui reste dans un matériau après son exposition à un champ magnétique, à un courant électrique, à un serrage magnétique ou à une autre influence magnétisante.
Les causes les plus courantes sont les suivantes :
- Serrage magnétique pendant l’usinage.
- Levage ou manutention avec des aimants.
- Contact avec des aimants permanents.
- Perçage, fraisage, tournage, meulage ou sciage.
- Soudage ou passage d’un courant électrique dans la pièce.
- Trempe par induction.
- Pliage, formage ou pressage.
- Marquage laser
- Contrôle par magnétoscopie.
- Stockage à proximité de champs magnétiques intenses.
- Contact avec des outils, montages ou dispositifs magnétisés.
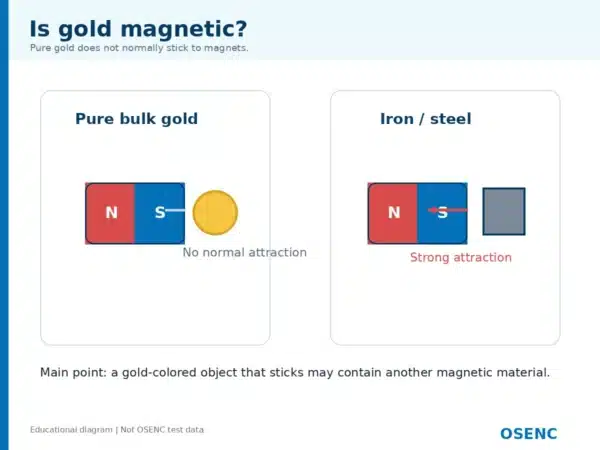
Les matériaux ferromagnétiques ont davantage tendance à retenir une magnétisation résiduelle. C’est le cas de nombreux aciers, de la fonte, du nickel, du cobalt et de certains alliages. Bien que certains aciers inoxydables soient faiblement magnétiques, certaines pièces en inox peuvent acquérir un magnétisme après le formage, l’usinage ou l’écrouissage à froid.
Quels problèmes le magnétisme résiduel peut-il causer ?

La magnétisation résiduelle peut avoir un impact sur plusieurs étapes du processus de production. Une pièce peut paraître conforme visuellement, mais un magnétisme indésirable peut encore entraîner des problèmes lors du nettoyage, du soudage, du contrôle dimensionnel, du traitement de surface ou de l’assemblage.
| Problème | Pourquoi est-ce important ? |
| Les copeaux métalliques adhèrent à la pièce | Les copeaux peuvent affecter le nettoyage, l'usinage, la finition de la surface et l'assemblage final. |
| La poussière de meulage reste à la surface | Les particules fines peuvent réduire la qualité de la surface et augmenter le travail de nettoyage. |
| Déviation de l'arc de soudage | Un champ magnétique résiduel peut dévier l’arc, rendre le cordon instable et compliquer la qualité de soudure. |
| Défauts de revêtement ou de galvanoplastie | Les particules métalliques peuvent être à l'origine d'une contamination, d'un revêtement inégal ou d'un mauvais état de surface. |
| Problèmes de nettoyage | Les particules magnétiques peuvent rester attachées après un lavage normal ou un soufflage d'air. |
| Erreurs de mesure | Les champs résiduels peuvent affecter les appareils de mesure ou la précision de l'inspection. |
| Interférences lors du contrôle par courants de Foucault | Les champs résiduels peuvent perturber certains essais non destructifs et entraîner des résultats instables ou de faux rejets. |
| Contamination de l'assemblage | De petites particules métalliques peuvent rester sur les pièces de précision et affecter les performances finales. |
| Usure accrue des outils | Les copeaux ou particules retenus sur la pièce peuvent endommager les outils, les surfaces usinées et les dispositifs de fixation. |
Le point essentiel est simple : la magnétisation résiduelle peut entraîner des risques qualité invisibles lors du premier contrôle. La démagnétisation aide à limiter ces risques avant qu’ils ne provoquent des défauts de production, des retouches ou des réclamations client.
Comment fonctionne la démagnétisation ?

La démagnétisation fonctionne généralement en soumettant la pièce à un champ magnétique alternatif qui décroît progressivement en intensité.
Ce champ alternatif modifie l’orientation des domaines magnétiques à l’intérieur du matériau. À mesure que l’intensité du champ diminue, ces domaines deviennent moins alignés, ce qui réduit le champ magnétique résiduel.
Un processus simple se présente comme suit :
- la pièce présente un magnétisme résiduel indésirable ;
- le démagnétiseur applique un champ magnétique alternatif ;
- l’intensité du champ est progressivement réduite ;
- les domaines magnétiques perdent leur alignement initial ;
- le champ magnétique résiduel diminue ;
- le résultat est contrôlé à l’aide d’un gaussmètre ou d’un appareil de mesure du champ magnétique.
Le résultat final dépend du matériau de la pièce, de ses dimensions, de sa forme, de l’épaisseur de paroi, du niveau de magnétisation initial, du type de démagnétiseur, de l’intensité du champ, de la fréquence et de la vitesse du procédé.
Méthodes de démagnétisation courantes

Aucune méthode de démagnétisation ne convient à toutes les pièces. La solution appropriée dépend de la taille de la pièce, de sa géométrie, du matériau utilisé, du volume de production et du niveau maximal de magnétisme résiduel autorisé.
Démagnétisation par champ alternatif
La démagnétisation par champ alternatif est l’une des méthodes les plus utilisées dans l’industrie.
La pièce est exposée à un champ magnétique alternatif, puis l’intensité du champ est progressivement réduite. Cette méthode convient à de nombreuses pièces en acier, outils, composants usinés et pièces de production courante.
Démagnétiseurs à tunnel
Les démagnétiseurs à tunnel sont souvent utilisés dans les chaînes de production.
Les pièces sont acheminées à travers un tunnel de démagnétisation, soit manuellement, soit par convoyeur ou par système à rouleaux. Cette méthode est particulièrement adaptée aux pièces répétitives en production, au traitement par lots et aux pièces présentant une géométrie régulière.
Démagnétiseurs de table ou à plaque
Les démagnétiseurs de table ou à plaque sont souvent utilisés pour les pièces plates, les outils, les petites pièces et les applications d’atelier.
La pièce est déplacée sur la surface active du démagnétiseur. Cette méthode est particulièrement adaptée aux postes de travail manuels, aux zones d’usinage, aux postes de contrôle qualité et aux ateliers de maintenance.
Démagnétiseurs à main
Les démagnétiseurs à main sont utiles pour les pièces de grande taille, irrégulières ou difficiles à déplacer.
L’opérateur passe l’appareil sur la surface de la pièce pour réduire le magnétisme résiduel. Cette solution est flexible, mais son efficacité dépend fortement de la méthode d’application de l’opérateur, de la géométrie de la pièce et de la mesure réalisée après démagnétisation.
Démagnétisation par impulsion
La démagnétisation par impulsion utilise une impulsion magnétique contrôlée, appliquée selon un cycle défini afin de réduire le magnétisme résiduel.
Cette méthode peut être utilisée lorsqu’un contrôle plus précis du cycle de démagnétisation est nécessaire, notamment pour des pièces présentant une géométrie spécifique ou une limite de champ résiduel stricte.
Où la démagnétisation est-elle utilisée ?
La démagnétisation est utilisée dans de nombreux domaines industriels où la magnétisation résiduelle peut compromettre la qualité de fabrication, la propreté des composants, les contrôles qualité ou les performances finales du produit.
| Domaine d’application | Pourquoi la démagnétisation est-elle importante ? |
| Usinage. | Aide à éviter que les copeaux métalliques n’adhèrent aux pièces, aux outils et aux dispositifs de fixation. |
| Meulage et rodage | Réduit l’adhérence des particules fines, des poussières métalliques et des résidus de meulage. |
| Soudage. | Contribue à limiter la déviation de l’arc, l’instabilité du bain de fusion et les défauts de soudure. |
| Galvanoplastie et revêtement | Réduit le risque de contamination par des particules métalliques et aide à prévenir les défauts de surface. |
| Nettoyage. | Facilite l’élimination des particules métalliques présentes à la surface de la pièce. |
| Assemblage. | Évite que de petites particules métalliques restent sur les pièces de précision avant le montage final. |
| Contrôle par courants de Foucault. | Limite les interférences pendant les essais et réduit le risque de faux rejets. |
| Contrôle par magnétoscopie. | Permet de réduire ou d’éliminer le magnétisme résiduel après l’inspection. |
| Composants de précision | Améliore la propreté, la fiabilité des mesures et la qualité finale du composant. |
| Fixations et vis | Réduit la présence de copeaux ou de particules métalliques avant le nettoyage final, l’emballage ou l’assemblage. |
| Pièces automobiles | Contribue à obtenir des surfaces plus propres, des assemblages plus fiables et des contrôles qualité plus stables. |
| Pièces de moule et d’outillage | Empêche les copeaux, les poussières et les particules métalliques d’adhérer aux surfaces pendant ou après l’usinage. |
Comment vérifier si la démagnétisation est réussie ?
Après démagnétisation, la pièce doit être vérifiée à l’aide d’un gaussmètre ou d’un instrument de mesure du champ magnétique. L’inspection visuelle seule n’est pas suffisante.
Le niveau de magnétisme résiduel admissible dépend du processus en aval, des spécifications du client, des exigences industrielles ou de la méthode d’inspection. Certains procédés tolèrent un faible champ résiduel, tandis que d’autres imposent des seuils beaucoup plus stricts.
Les points de contrôle importants sont les suivants:
- Mesurer plusieurs zones de la pièce.
- Contrôler les bords, trous, coins, rainures et surfaces longues.
- Comparer les mesures avant et après démagnétisation.
- Utiliser la même méthode de mesure pour les contrôles répétés.
- Répéter la démagnétisation si le champ résiduel reste trop élevé.
- Prendre la spécification client ou l’exigence du procédé comme référence finale.
Le zéro magnétisme absolu n'est généralement ni réaliste ni nécessaire. L'objectif pratique est de réduire le magnétisme résiduel en dessous du niveau qui cause des problèmes de production, d'inspection ou de fonctionnement.
Démagnétisation et désaimantation : est-ce la même chose ?
En français technique, les termes “démagnétisation” et “désaimantation” peuvent parfois être utilisés dans des contextes proches, mais leur usage dépend du secteur et de l’application.
Dans le domaine de la fabrication, la démagnétisation consiste généralement à réduire le magnétisme résiduel indésirable dans les pièces, les outils, les pièces ou les composants.
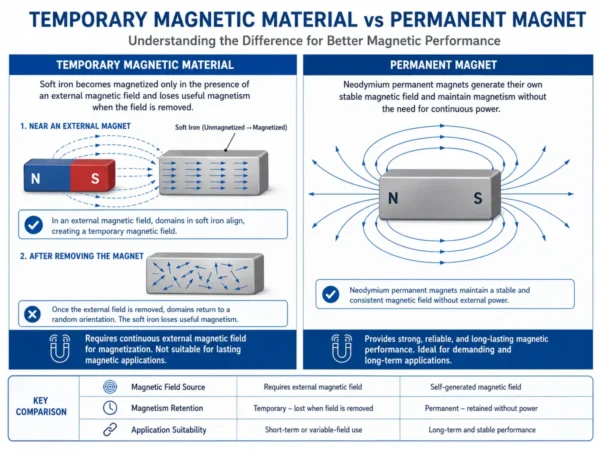
Le terme désaimantation peut aussi désigner la perte ou la réduction de l’aimantation d’un matériau ou d’un aimant. Pour les aimants permanents, notamment les aimants en néodyme, cette désaimantation est généralement indésirable et doit être évitée.
Pour de nombreux fabricants, ces deux termes désignent le même objectif opérationnel : réduire la magnétisation indésirable afin que la pièce puisse passer sans risque au processus suivant.
La démagnétisation rend-elle l’acier non magnétique ?
Non. La démagnétisation ne transforme pas un acier ferromagnétique en matériau non magnétique.
Elle réduit ou supprime l’état de magnétisation présent dans la pièce, mais elle ne modifie pas la nature métallurgique du matériau. Un acier ferritique ou martensitique peut donc se magnétiser à nouveau s’il est exposé à un champ magnétique, à un serrage magnétique, à un courant électrique ou à un procédé de contrôle magnétique.
Cette distinction est importante : la démagnétisation réduit ou élimine la magnétisation résiduelle indésirable, mais elle ne modifie pas la nature du matériau pour en faire un alliage non magnétique.
Démagnétisation des pièces et désaimantation des aimants permanents

La démagnétisation d’une pièce est différente de la désaimantation d’un aimant permanent.
Une pièce en acier magnétisée peut ne présenter qu’un magnétisme résiduel indésirable. L’objectif est généralement de réduire ce champ résiduel à un niveau sûr ou acceptable pour le procédé suivant.
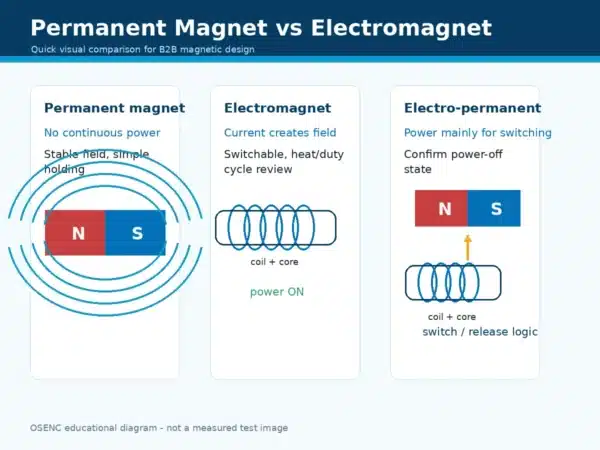
Un aimant permanent est conçu pour conserver durablement son magnétisme. Par exemple, les aimants en néodyme sont conçus pour fournir une force magnétique puissante et stable. Une démagnétisation accidentelle peut diminuer la force de maintien de l’aimant, réduire l’intensité du champ magnétique ou compromettre les performances du produit final.
Cette différence est importante dans le domaine de la fabrication. Les pièces peuvent avoir besoin d’être démagnétisées avant d’être soudées, revêtues, nettoyées ou inspectées. Les aimants permanents doivent généralement être protégés contre une désaimantation causée par une température excessive, des champs magnétiques opposés puissants, une mauvaise conception ou une manipulation incorrecte.
Pour des aimants en néodyme sur mesure, le grade magnétique, la température de fonctionnement, le revêtement, le sens d’aimantation et l’environnement d’utilisation doivent être soigneusement définis avant la production.
Erreurs courantes en matière de démagnétisation
Erreur 1 : penser que la démagnétisation signifie toujours zéro magnétisme
Dans la plupart des cas industriels, le zéro magnétisme absolu n’est ni réaliste ni nécessaire. L’objectif réel est de réduire le magnétisme résiduel en dessous du niveau susceptible d’affecter le procédé suivant ou l’utilisation finale.
Erreur 2 : contrôler un seul point de la pièce
Le magnétisme résiduel peut ne pas être réparti de manière uniforme. Les bords, les trous, les coins, les rainures et les surfaces longues peuvent présenter des valeurs différentes. Plusieurs points doivent donc être vérifiés.
Erreur 3 : choisir un démagnétiseur inadapté
Un démagnétiseur manuel peut convenir à certaines pièces grandes ou irrégulières. Un démagnétiseur de table est souvent plus adapté aux pièces plates, tandis qu’un démagnétiseur à tunnel convient mieux aux séries répétitives.
Erreur 4 : oublier de mesurer après la démagnétisation
La démagnétisation doit être vérifiée. Une pièce peut encore présenter un magnétisme résiduel après un passage dans un démagnétiseur.
Erreur 5 : traiter les pièces et les aimants permanents de la même manière
Une pièce présentant un magnétisme résiduel et un aimant permanent ne sont pas identiques. Une pièce peut nécessiter une démagnétisation. Un aimant permanent doit généralement être protégé contre une désaimantation accidentelle.
Comment Osenc appréhende la démagnétisation dans la fabrication des aimants
Osenc est spécialisée dans les aimants permanents, les aimants NdFeB sur mesure et les assemblages magnétiques. Dans les projets liés aux aimants, il est essentiel de bien comprendre le processus de démagnétisation, car l'objectif n'est pas toujours d'éliminer le magnétisme.
Pour les pièces en acier, la démagnétisation permet souvent de réduire la magnétisme résiduel indésirable avant les opérations d’usinage, de revêtement, de nettoyage, de contrôle qualité ou d’assemblage.
Pour un aimant permanent, l’objectif est généralement inverse : maintenir une performance magnétique stable et éviter une désaimantation accidentelle causée par une température excessive, un champ magnétique opposé, une mauvaise sélection du matériau ou des conditions d’utilisation inadaptées.
Osenc peut aider ses clients en leur proposant la sélection des matériaux magnétiques, l'examen de la qualité des aimants, la sélection des revêtements, la direction de l'aimantation, les exigences dimensionnelles et la conception des assemblages magnétiques. Cela permet de réduire le risque de choisir un aimant solide sur le papier mais inadapté à l'environnement de travail réel.
Quand faut-il démagnétiser une pièce ?
La démagnétisation doit être envisagée lorsqu’un champ magnétique résiduel risque d’affecter l’étape suivante de fabrication, de contrôle ou d’assemblage.
Elle est particulièrement utile avant ou après :
- usinage de précision ;
- nettoyage final ;
- Soudage.
- traitement ou revêtement de surface ;
- Galvanoplastie
- Assemblage.
- mesure ou contrôle dimensionnel ;
- contrôle par courants de Foucault ;
- Contrôle par courants de Foucault.
- emballage de pièces métalliques de précision ;
- livraison à des clients ayant une limite de magnétisme résiduel spécifiée.
Il est également utile après un contrôle magnétoscopique ou un serrage magnétique, car ces processus peuvent laisser un magnétisme indésirable dans la pièce.
Quelles informations faut-il vérifier avant de choisir une méthode de démagnétisation ?
Avant de choisir une méthode de démagnétisation, il faut examiner plusieurs paramètres :
- matériau de la pièce ;
- dimensions ;
- épaisseur de paroi ;
- forme et géométrie ;
- niveau initial de magnétisme résiduel ;
- limite cible de champ résiduel ;
- volume de production ;
- forme de la pièce : plate, longue, ronde, irrégulière ou assemblée ;
- possibilité de passage dans un démagnétiseur à tunnel ;
- besoin de manutention manuelle ;
- étape concernée : usinage, soudage, revêtement, nettoyage, mesure ou contrôle.
Ces informations permettent de déterminer si une méthode de démagnétisation manuelle, sur table, dans un tunnel ou par impulsions est plus appropriée.
FAQ
Qu’est-ce que la démagnétisation ?
La démagnétisation est une opération qui réduit le magnétisme résiduel indésirable dans une pièce, un outil, un composant métallique ou un matériau ferromagnétique.
Pourquoi la démagnétisation est-elle importante ?
La démagnétisation est importante parce que le magnétisme résiduel peut attirer des particules métalliques, perturber le soudage, compliquer le nettoyage, provoquer des défauts de revêtement, fausser les mesures et créer des problèmes lors de l’assemblage ou de l’inspection.
Qu’est-ce que le magnétisme résiduel ?
Le magnétisme résiduel est le champ magnétique qui reste dans un matériau après son exposition à un champ magnétique, à un courant électrique, à un serrage magnétique, à un usinage ou à une autre influence magnétisante.
Comment fonctionne un démagnétiseur ?
Un démagnétiseur applique généralement un champ magnétique alternatif dont l’intensité diminue progressivement. Ce processus réduit l’alignement des domaines magnétiques dans le matériau et diminue le champ magnétique résiduel.
La démagnétisation et le degaussing désignent-ils la même chose ?
Non. La démagnétisation réduit ou élimine la magnétisation existante, mais elle ne modifie pas la nature métallurgique de l’acier. Un acier ferromagnétique peut donc être magnétisé à nouveau par la suite.
La démagnétisation rend-elle l’acier non magnétique ?
Non. La démagnétisation réduit ou élimine le magnétisme résiduel existant, mais elle ne transforme pas l’acier en matériau non magnétique. Un acier ferromagnétique peut donc être remagnétisé lors d’une étape ultérieure, selon les conditions de fabrication ou d’utilisation.
Quand faut-il démagnétiser les pièces ?
Le magnétisme résiduel se mesure généralement à l’aide d’un gaussmètre ou d’un appareil de mesure du champ magnétique. La limite acceptable dépend du procédé, des spécifications du client et des exigences de contrôle qualité.
Comment mesure-t-on le magnétisme résiduel ?
Le magnétisme résiduel est généralement mesuré à l'aide d'un gaussmètre ou d'un appareil de mesure du champ magnétique. La limite acceptable dépend des exigences du processus ou des spécifications du client.
Un aimant permanent peut-il perdre son aimantation ?
Oui. Un aimant permanent peut perdre une partie de son aimantation s’il est exposé à une température trop élevée, à un champ magnétique opposé puissant, à un choc mécanique ou à des conditions d’utilisation inadaptées.
Chaque pièce doit-elle être démagnétisée ?
Non. La démagnétisation est nécessaire lorsque le magnétisme résiduel peut affecter la production, le nettoyage, le soudage, le revêtement, la mesure, l’inspection, l’assemblage ou l’utilisation finale.
Conclusion
La démagnétisation est importante, car un magnétisme résiduel indésirable peut créer des problèmes concrets en production. Il peut attirer des copeaux métalliques, perturber les opérations d’usinage, affecter le soudage, compliquer le nettoyage, provoquer des défauts de revêtement ou fausser les résultats de mesure et de contrôle.
L’objectif n’est pas toujours d’obtenir un magnétisme nul. Dans la plupart des cas industriels, il s’agit plutôt de réduire le champ magnétique résiduel à un niveau acceptable pour le procédé suivant, la spécification client ou l’application finale.
Pour les pièces métalliques, la démagnétisation peut améliorer la stabilité du procédé et la qualité finale. Pour les aimants permanents, l’objectif est différent : il faut protéger la performance magnétique contre une désaimantation accidentelle liée à une température excessive, à un champ opposé, à un mauvais choix de grade ou à une conception inadaptée.
Vous avez besoin d’aide pour choisir un aimant en néodyme, un matériau magnétique ou un assemblage magnétique adapté à votre application ?
Osenc peut vous accompagner dans la conception d'aimants en néodyme sur mesure, d'assemblages magnétiques, le choix des matériaux, la vérification du sens d'aimantation et la conception d'aimants adaptés à vos applications.